

Processing technique of end teeth
A processing technology and face gear technology, applied in the field of machinery, can solve problems such as low surface flatness, low service life, and easy noise generation, and achieve the effects of improving corrosion resistance, improving wear resistance, and reducing noise
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
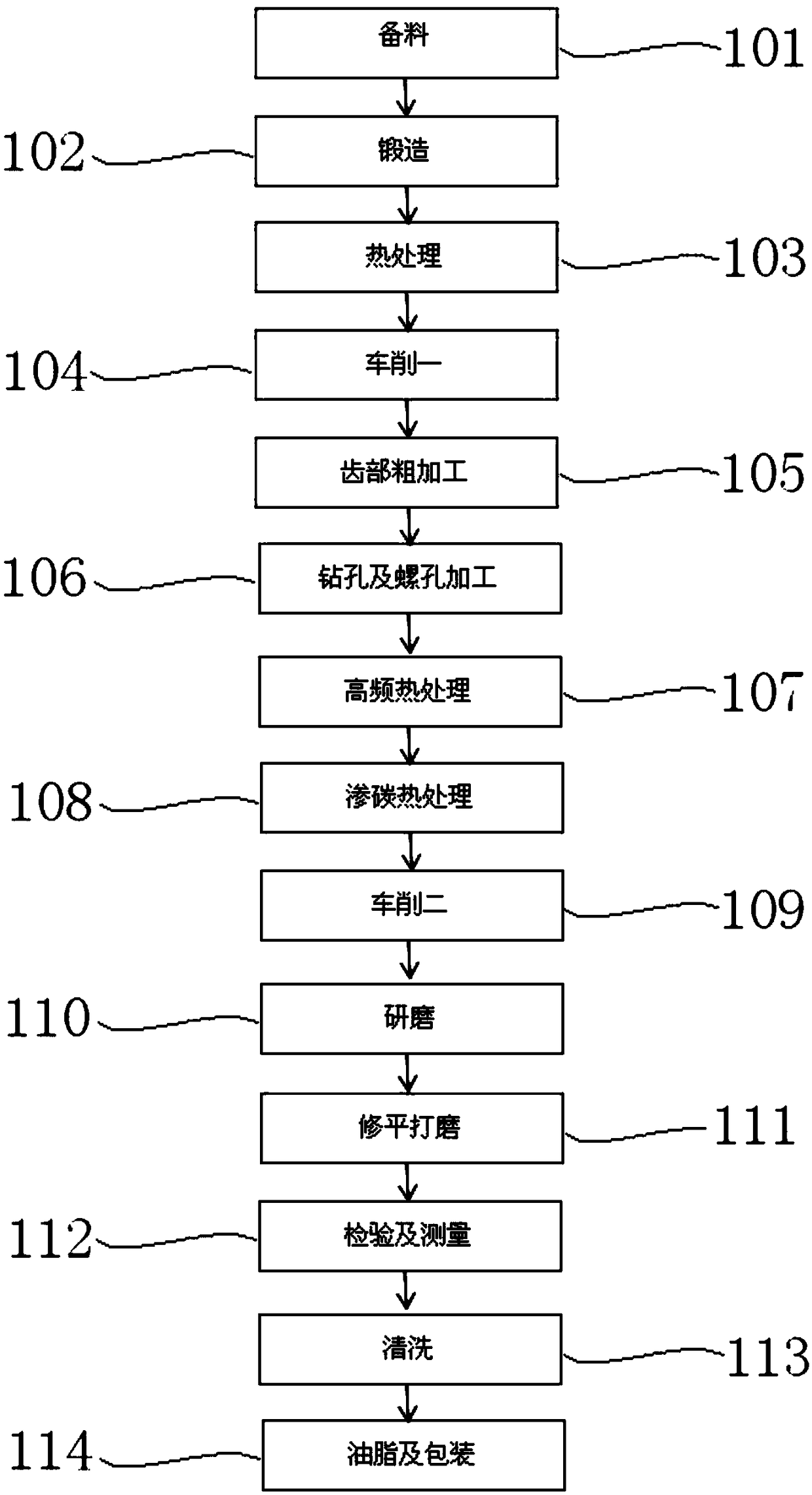
[0032] Example 1 discloses a processing technology of face teeth, such as figure 1 As shown, including the following steps:
[0033] Step 101: Prepare materials, prepare the materials for processing the face teeth;
[0034] Step 102: Forging, forging the material to obtain forged parts;
[0035] Step 103: Heat treatment, heat the forged part in a heating furnace to 770, cool by spraying water after holding for 30 minutes, and obtain a heat-treated part. The hardness of the heat-treated part after heat treatment is 20HRC. The forging produced in step 2 is removed by heat treatment. At the same time, the hardness of the heat-treated parts is reduced, and the plasticity is improved, which is convenient for subsequent turning and processing;
[0036] Step 104: Turning one, place the heat-treated part in the turning center, and turn the outer circle, end face, web surface and inner hole of the heat-treated part to obtain the first turned part;
[0037] Step 105: Rough machining of the teeth...
Embodiment 2
[0049] Embodiment 2 discloses a processing technology of face teeth, including the following steps:
[0050] Step 101: Prepare materials, prepare the materials for processing the face teeth;
[0051] Step 102: Forging, forging the material to obtain forged parts;
[0052] Step 103: Heat treatment, heat the forged part in a heating furnace to 800°C, spray water for cooling after holding for 35 minutes, and obtain a heat-treated part. The hardness of the heat-treated part after heat treatment is 22HRC, and the heat-treated part is removed by heat treatment. Forging stress, at the same time, the hardness of the heat-treated parts is reduced, and the plasticity is improved, which is convenient for subsequent turning and processing;
[0053] Step 104: Turning one, place the heat-treated part in the turning center, and turn the outer circle, end face, web surface and inner hole of the heat-treated part to obtain the first turned part;
[0054] Step 105: Rough machining of the teeth, position...
Embodiment 3
[0066] Embodiment 3 discloses a processing technology of face teeth, including the following steps:
[0067] Step 101: Prepare materials, prepare the materials for processing the face teeth;
[0068] Step 102: Forging, forging the material to obtain forged parts;
[0069] Step 103: Heat treatment, heat the forged part in a heating furnace to 870°C, spray water for cooling after 40 minutes of heat preservation, and obtain a heat-treated part. The hardness of the heat-treated part after heat treatment is 24HRC, and the heat-treated part is removed by heat treatment. Forging stress, at the same time, the hardness of the heat-treated parts is reduced, and the plasticity is improved, which is convenient for subsequent turning and processing;
[0070] Step 104: Turning one, place the heat-treated part in the turning center, and turn the outer circle, end face, web surface and inner hole of the heat-treated part to obtain the first turned part;
[0071] Step 105: Rough machining of the teeth,...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More