

Friction Stir Extrusion Forming Method for Aluminum Alloy Disc and Hub Parts
A technology of friction stir and aluminum alloy, which is applied in the field of punching and extrusion forming, can solve the problems of affecting the forming quality of workpieces, low production efficiency, and consumption of punching and extrusion energy, so as to improve the structure of compact parts, increase hydrostatic pressure, and reduce normal stress. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0021] In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments. It should be understood that the specific embodiments described here are only used to explain the present invention, not to limit the present invention.
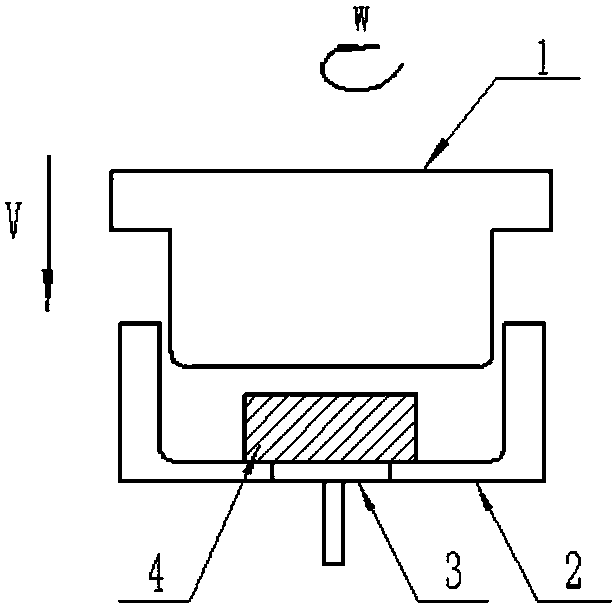
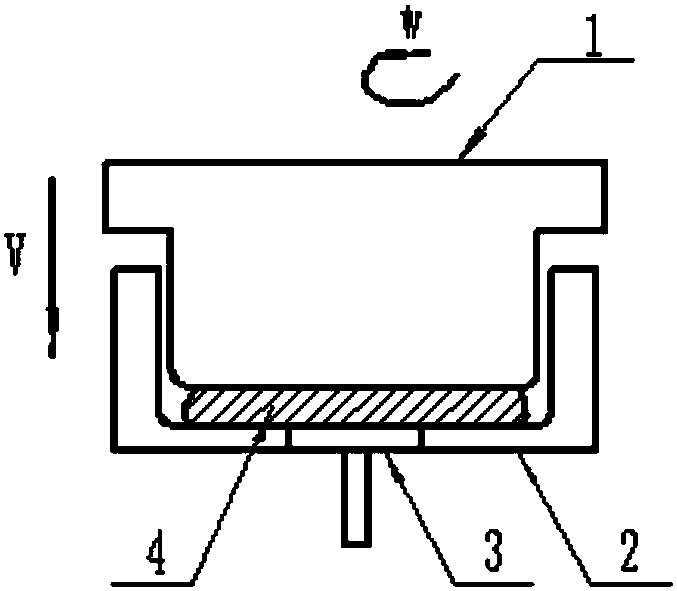
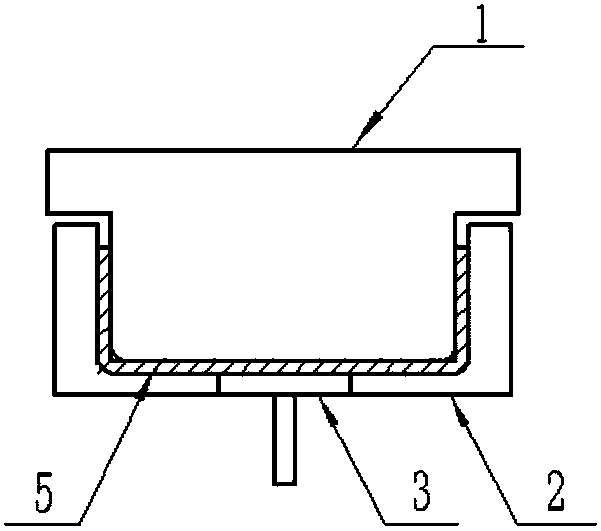
[0022] In a preferred embodiment of the present invention, as Figure 1-Figure 4 As shown, a friction stir extrusion forming method of an aluminum alloy disc hub type part comprises the following steps:
[0023] S1. Design the die 2 and punch 1 that are compatible with the aluminum alloy disc hub parts, fix the die 2 on the workbench, set the punch 1 above the die 2, punch 1 and The power source is connected, and it can perform axial feed movement and high-speed rotation around the axis under the drive of the power source. The bottom of the die 2 is equipped with an ejector rod 3 for ejecting the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More