

Laser shock forming method and device for straight-wall cylindrical part
A technology of laser shock and cylindrical parts, which is applied in the field of plastic processing of near net shape of mechanical parts, can solve the problems of irregular shock wave pressure field, restricting application and promotion, and small diameter of inner circle, so as to achieve accurate controllable parameters and safe operation Reliable, position-adjustable results
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0033] Embodiment: A flat-bottomed cylindrical cup of aluminum alloy Al2024-T315 is formed by using the method and device of the present invention.
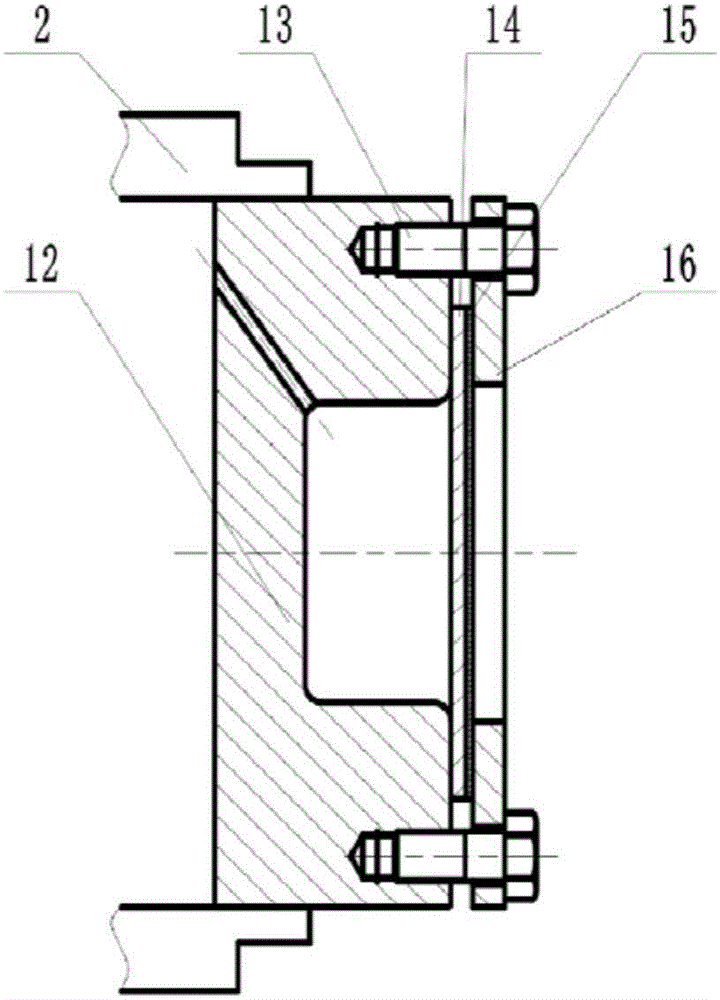
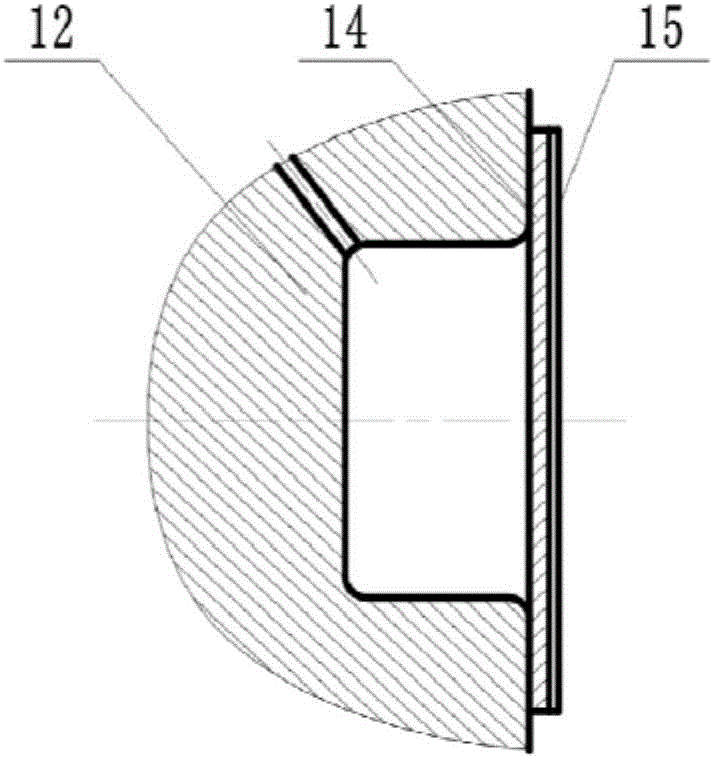
[0034] The size of the die is: the overall outer diameter of the die 12 is 20 mm, and the height is 2 mm; the cavity diameter is 4 mm, the depth is 0.8 mm, the side wall is straight, and the fillet radius of the top and bottom of the cavity is 0.3 mm. The thin metal plate 14 is a circular thin plate, the material of which is Al2024-T315, the thickness of the thin plate is 0.1 mm, and the diameter is φ20 mm. The forming process is as follows:
[0035] The circular sheet is placed directly above the cavity of the die 12 earlier. Coat a layer of black paint with a thickness of 0.1mm as the absorbing layer 15 on the central area of the side of the circular thin plate to be impacted, and place a pressure plate 16. The middle part of the pressure plate 16 is provided with a middle hole with a diameter of φ4mm, and the bolt 13 is pas...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More