

Die bending and forging finishing process of crank blank of low-speed diesel engine
A diesel engine and finishing technology, which is applied in the field of roll bending hot die forging, can solve the problems of affecting the size of crank finishing, high cost of tooling investment, and difficulties, so as to reduce machining allowance, improve internal quality, and avoid open gears folding effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0030] The present invention will be described in detail below with reference to the accompanying drawings. Concrete steps of the present invention are:
[0031] 1) Those qualified through steelmaking, steel ingot upsetting, elongation, upsetting, billet free forging, such as figure 2 Crank rough stock shown.
[0032] 2) Assemble the finishing mold.
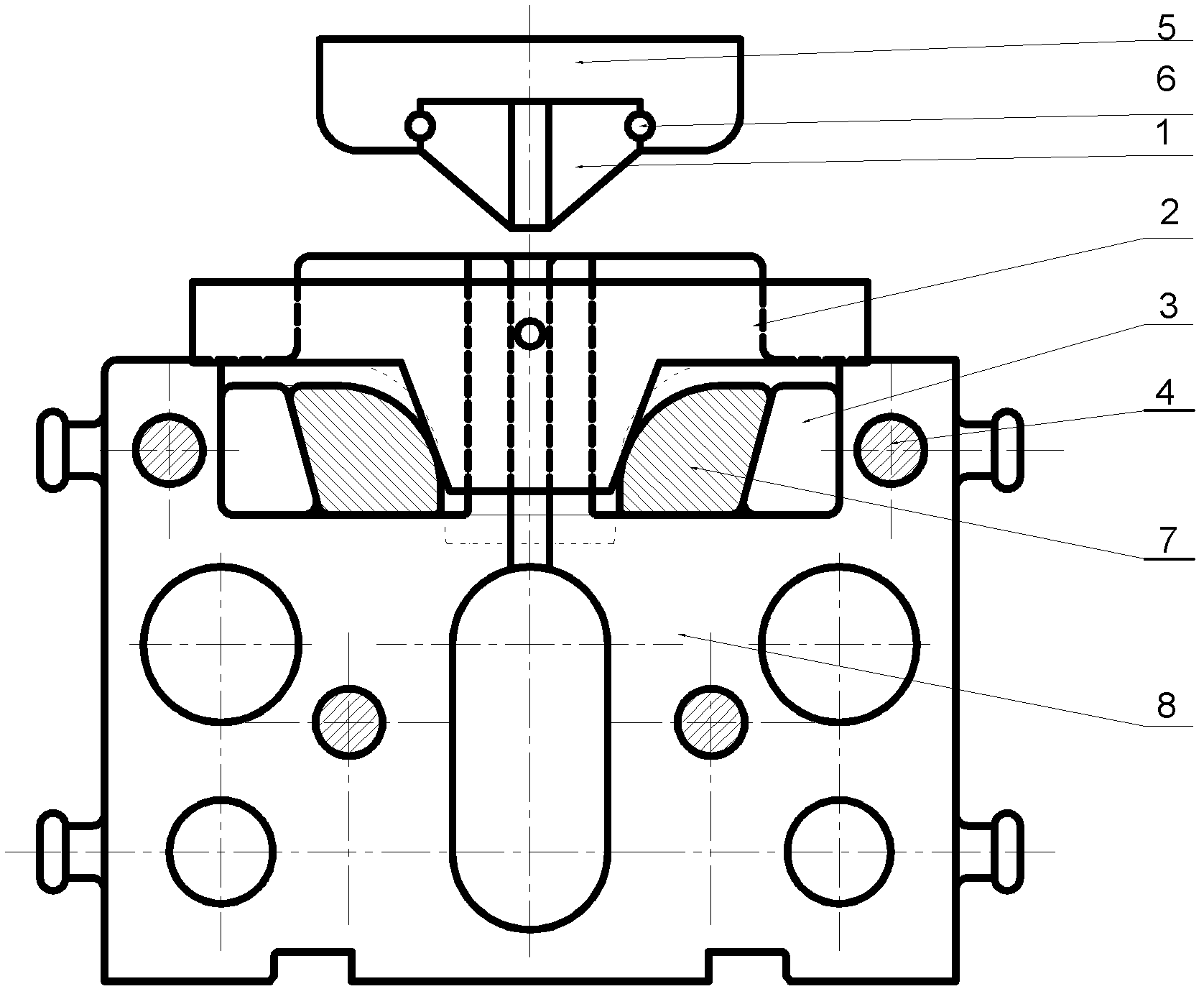
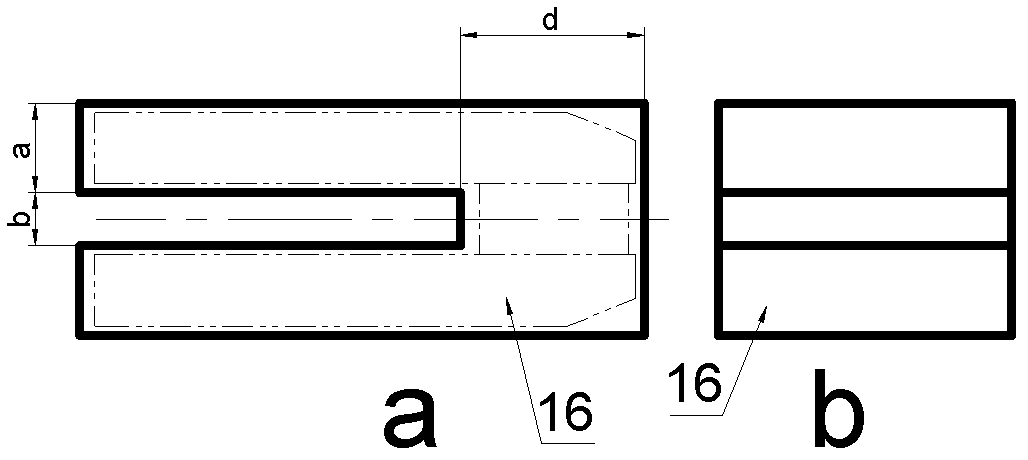
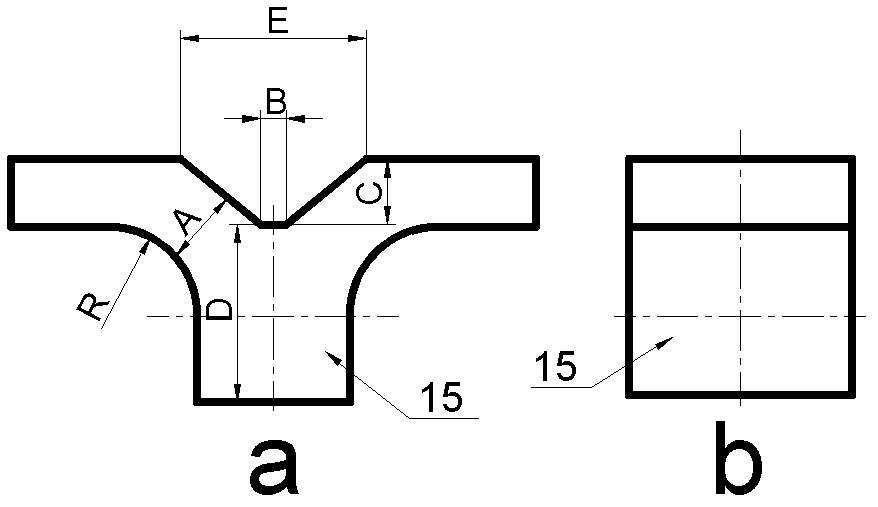
[0033] Two of the finishing molds such as Figure 4 , 5 The shown finishing bracket 8 has fixing bolt assembly holes 11, a card slot 9 for clamping the finishing bracket is arranged on the bottom surface, and a bottom assembly position 10 for adorning two arc forming blocks and four spacing control blocks is arranged on the bottom surface. There is a guide groove 14 for the finishing punch to move up and down. Will Figure 7 The arc forming block 7 shown in a and b, Figure 8 The spacing control block 3 shown in a and b is put into the lower assembly position 10, the arc surface of the arc forming block 7 is in contact wi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More