

Preparation method of g10crni3mo bearing steel large ring billet with special-shaped section
A special-shaped section, bearing steel technology, applied in the field of billet making of annular forgings, can solve problems such as heavy weight, and achieve the effects of reducing forming pressure, controlling flow direction, and ensuring forming size
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0021] To carry out the preparation method of the G10CrNi3Mo bearing steel large-scale special-shaped cross-section ring billet described in the present invention, it is necessary to provide equipment such as forging presses, ring rolling mills, and high-temperature electric furnaces. The specific implementation of the method will be described in detail below by taking a large ring forging with a special-shaped cross-section whose material grade is G10CrNi3Mo alloy in my country as an example.
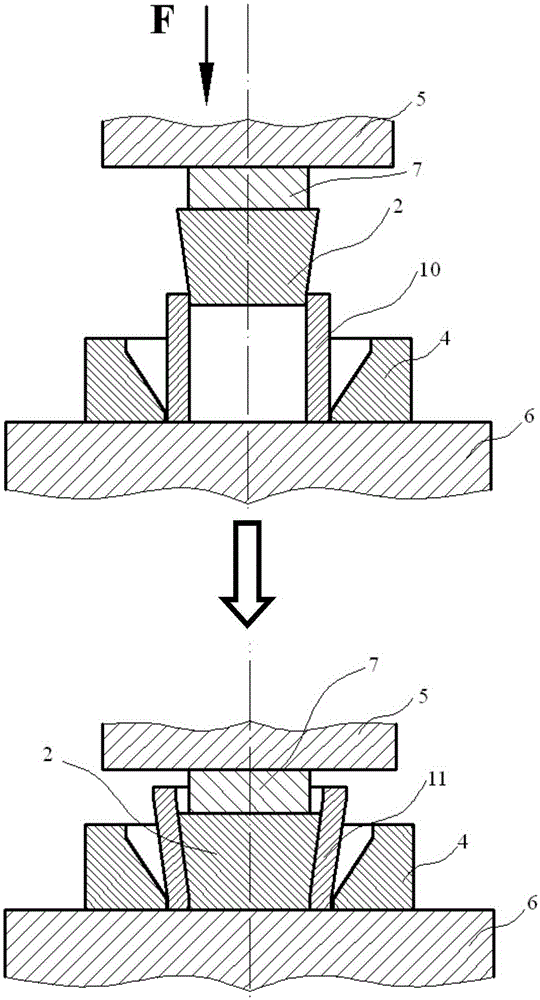
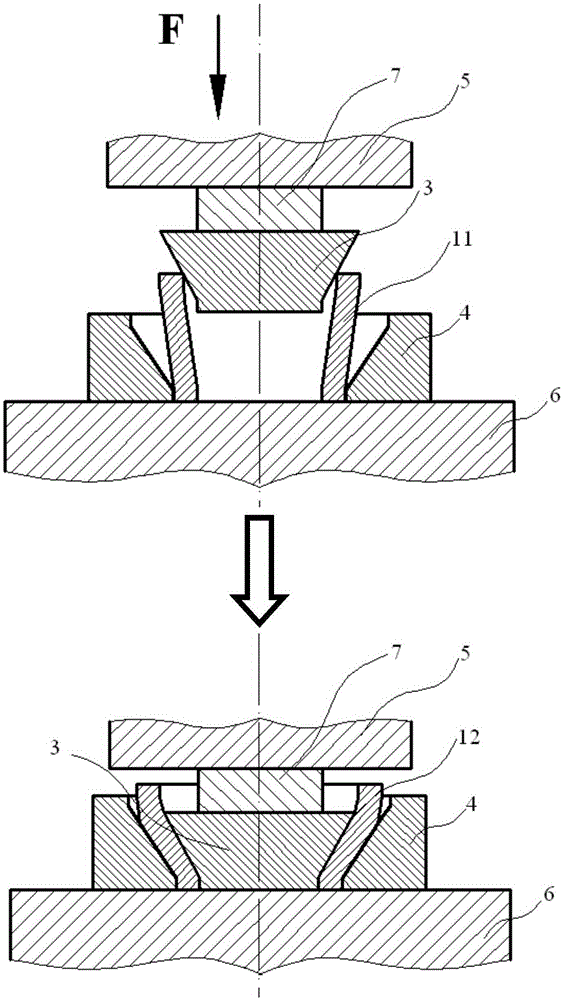
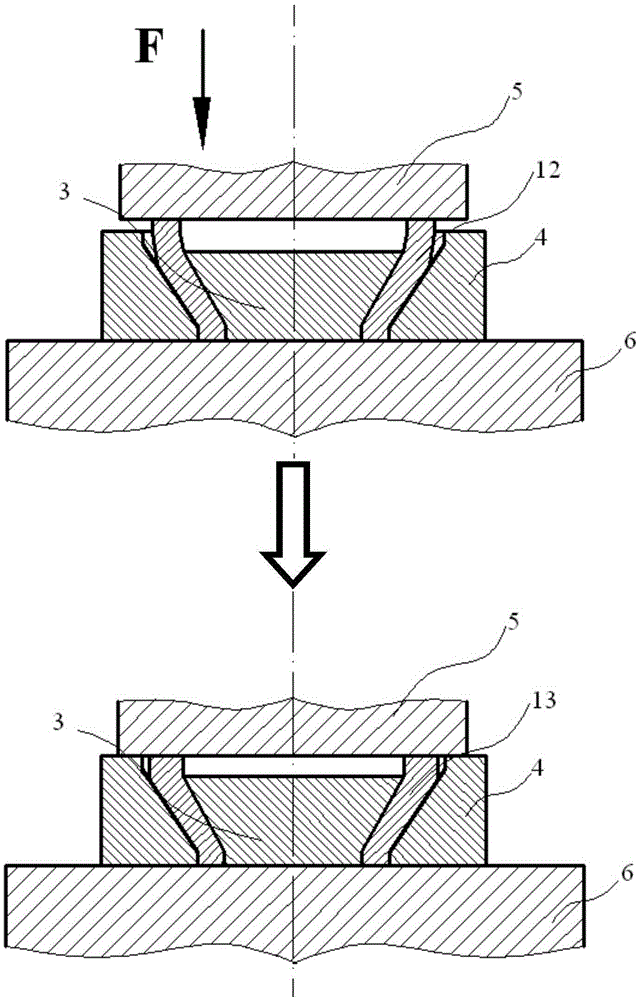
[0022] The process steps of the preparation method of the alloy large-scale special-shaped cross-section ring billet are as follows:
[0023] Step 1: Unloading. According to certain specifications, the raw material is G10CrNi3Mo alloy, and its main chemical element content (weight percentage) is: C content 0.17% ~ 0.25%, Si content 0.17% ~ 0.37%, Mn content 0.30% ~ 0.60%, S content ≤0.030%, P content ≤0.030%, Cr content 0.60%-0.90%, Ni content 2.75%-3.25%, Cu content ≤0.25%, and the b...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More