Coiling method of hot continuous rolling free plate
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A free and reel technology, applied in metal rolling and other directions, can solve the problems of inability to achieve successful coiling of free plates, surface quality defects of titanium plates, large springback, etc. strong effect
Active Publication Date: 2014-02-05
PANGANG GRP PANZHIHUA STEEL & VANADIUM
View PDF5 Cites 10 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
Therefore, the successful coiling of the free plate cannot be achieved according to the conventional coiling control, especially the hot-rolled titanium plate with high elasticity, which does not have enough back tension and has a large rebound instead, resulting in the relative sliding of the titanium plate. surface quality defect
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
example 1
[0050] The specification of the free titanium plate is: thickness×width=10mm×1250mm. The rolling speed of the final stand 12 of the finishing mill is 2.4M / s.
[0051] parameter settings
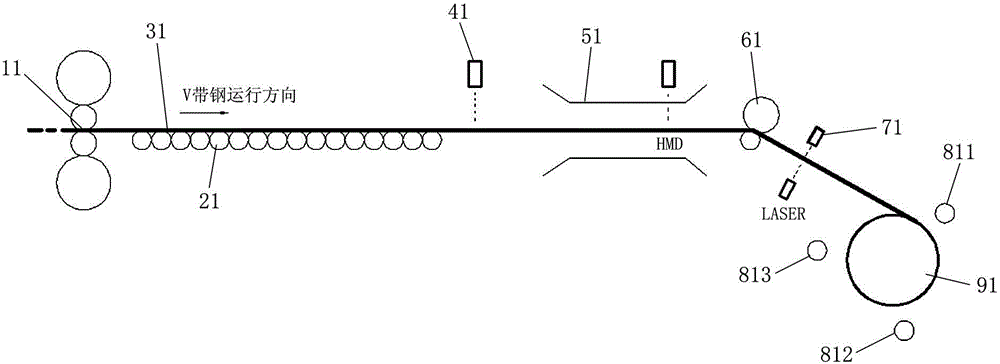
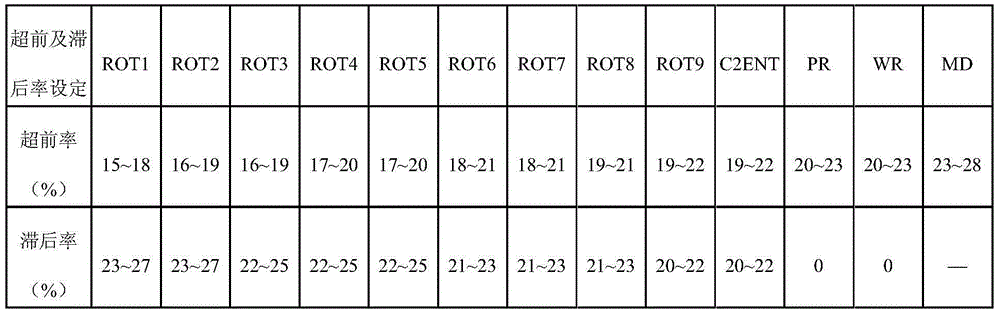
[0052] Before the titanium strip is coiled, the parameters are set first: the lead rates of ROT1~ROT9 are 15%, 16%, 16%, 17%, 17%, 18%, 18%, 19%, 19%, and the pinch rollers are 62%. The advance rates of the help roll and reel 92 are 20%, 20%, and 23% respectively; the lag rates of ROT1~ROT9 are 23%, 23%, 22%, 22%, 22%, 21%, and 21% respectively. , 21%, 20%. Wherein, the operation control system calculates the leading running speed and the lagging running speed according to the leading rate and the lagging rate.
[0053] In the position control mode, three short-stroke actions of the side guide plates approaching each other: the first time, when the head of the free plate 32 enters the bell mouth of the side guide plate 52, the short-stroke action is 50 mm; the second time, when the free pl...
example 2
[0065] The specification of the free titanium plate is: thickness×width=12mm×1250mm. The rolling speed of the final stand 12 of the finishing mill is 2.2M / s.
[0066] parameter settings
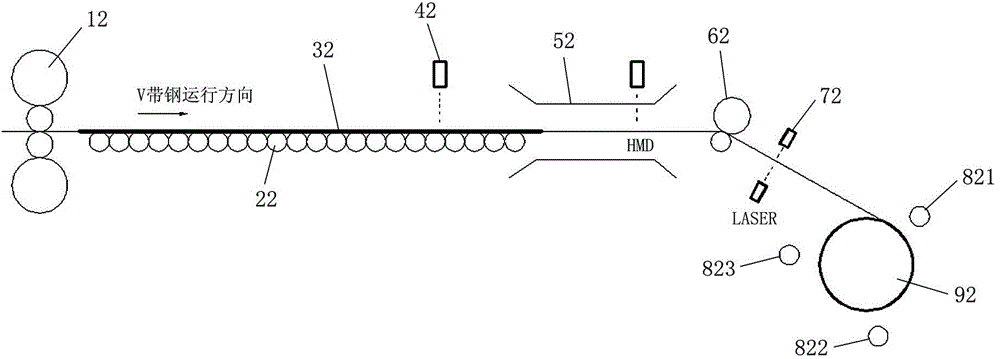
[0067] Before the titanium strip is coiled, the parameters are set first: the lead rates of ROT1~ROT9 are 17%, 18%, 18%, 19%, 19%, 20%, 20%, 20%, 21%, and the pinch rollers are 62%. The lead rates of the help roll and reel 92 are 22%, 22%, and 26% respectively; the lag rates of ROT1~ROT9 are 25%, 25%, 23%, 23%, 23%, 21%, and 21% respectively. , 21%, 20%. Wherein, the operation control system calculates the leading running speed and the lagging running speed according to the leading rate and the lagging rate.
[0068] In position control mode, there are three short-stroke actions where the two sides of the side guide plate approach each other: the first time, when the head of the free plate 32 enters the bell mouth of the side guide plate 52, the short-stroke action is 50mm; When 32 enters...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
The invention discloses a coiling method of a hot continuous rolling free plate. A free plate outputs from a finishing mill tail rack, is controlled by an operation control system to sequentially enter a side guide plate and a clamping roller of a reeling machine through the transportation of a heat output roller way, and finally coils around a winding reel under the action of a wrapper roller; the coiling method is characterized coiling includes the operations that the free plate operates with look-ahead operation speed before the free plate contacts a winding drum, the side guide plate carries out short stroke control by adopting a position control mode, the side guide plate adopts a pressure ring control mode and can operate in lagging operating speed after the free plate contacts the winding drum. The coiling method provided by the invention has the advantages that the rolling is good after the free plate reels, the side part quality of the free plate after coiling and the surface quality are good, the stableness, high quality and high-efficiency coiling of the hot continuous rolling free plate are realized, and titanium-steel collineation production is realized.
Description
technical field [0001] The invention relates to a coiling method of hot continuous rolling free slabs, more specifically, the invention relates to a coiling method of hot continuous rolling free slabs capable of stable, efficient and high-quality coiling. Background technique [0002] Titanium is a rare and precious non-ferrousmetal, known as the "third metal" and "all-round metal". It has a series of excellent properties such as light weight, high strength, corrosion resistance, heat resistance, non-magnetic and low temperature resistance, and is widely used in the defense industry and Petroleum, chemical industry, metallurgy, electric power, transportation, medical treatment, marine, environmental protection, construction, sports, tourism and leisure and other civilian industries, so it is also known as "the metal of the future". At present, the production of titanium plates usually adopts the mode of reciprocating rolling. Under this production mode, there are disadvanta...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More