

A Feed-forward Control Method for Strip Head and Tail Edge Drop
A technology of feed-forward control and edge drop, applied in the direction of rolling mill control devices, metal rolling, manufacturing tools, etc., can solve the problems of poor control of the head and tail sections of the strip, fluctuations in the edge drop of incoming hot-rolled materials, and non-correspondence , to achieve the effect of precise movement value, guarantee realization and accurate control of target positioning
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
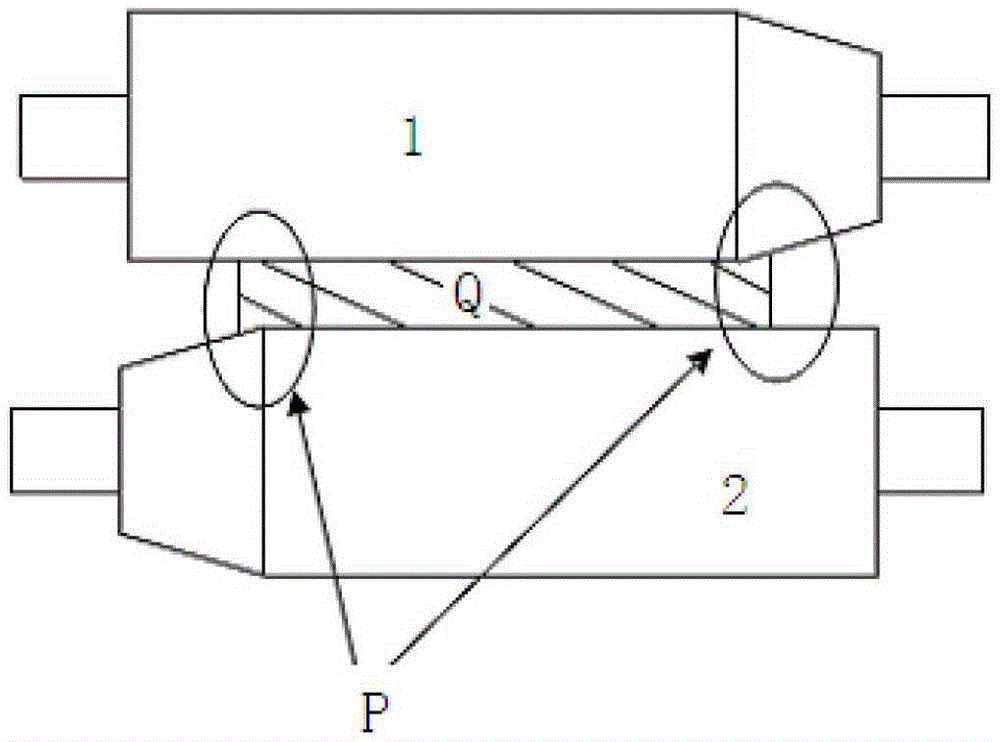
Method used
Image

Examples
Embodiment Construction
[0029] The feedforward control method for edge drop at the head and tail of the strip according to the present invention will be further described in detail in conjunction with specific embodiments below.
[0030] In this embodiment, the 5-stand tandem cold rolling mill cold-rolls the strip, and the previous process of cold rolling is hot rolling, so the incoming strip is a hot-rolled strip, and the center point thickness of the hot-rolled incoming strip is 2.5mm, the thickness of the cold-rolled outlet is 0.5mm, and the control target is that the edge drop requirement of the cold-rolled strip (15mm from the edge) is 5μm.
[0031] Strip steel head length is 15m among the present embodiment, and this 15m long strip steel is divided into equal 12 sections, every section 2.5m; For each section, all carry out following steps:
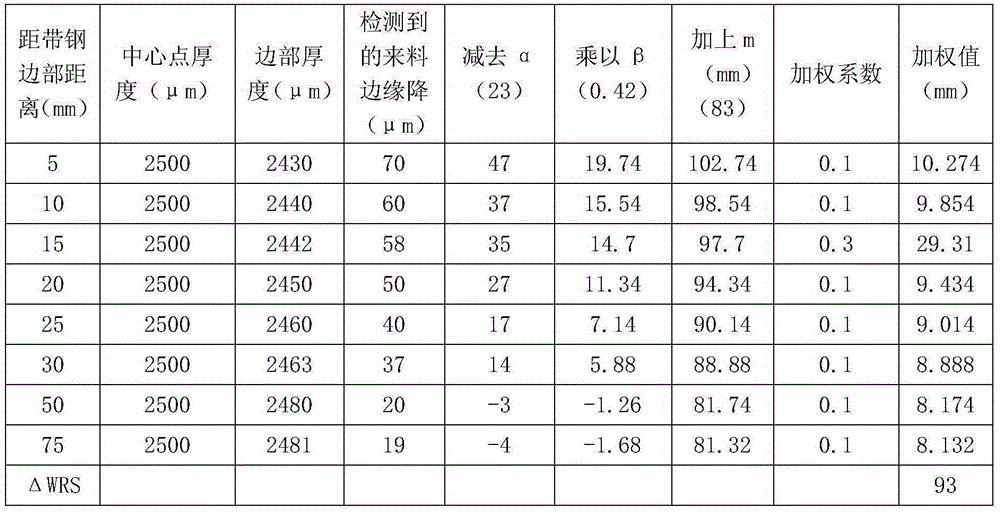
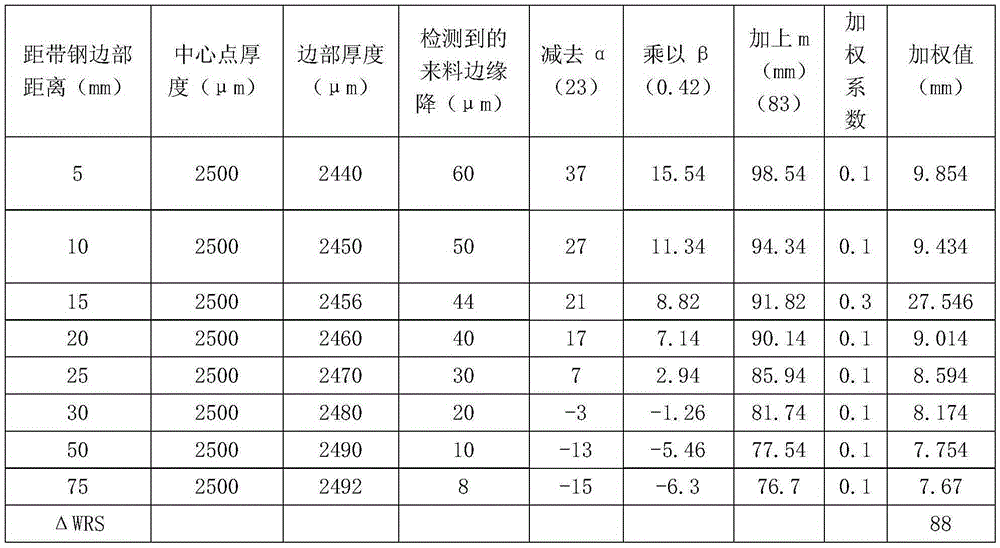
[0032] (1) Take 8 points from the edge of the strip to the center in the width direction of the strip. These 8 points are 5mm, 10mm, 15mm, 20mm, 25mm, 30mm...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More