

A kind of cold rolling unit and cold rolling process
A technology of rolling mill and process, which is applied in the field of cold rolling mill and cold rolling process, can solve problems such as easy fracture of steel bar, broken steel bar, product ear shape, etc., and achieve the effect of increasing enterprise income and improving production speed
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0007] In order to better understand and implement the technical solutions of the present invention, some embodiments of the present invention are provided here. These examples are for better explaining the technical solutions of the present invention, and do not constitute any form of limitation to the present invention. The cold-rolling unit of the invention is suitable for cold-rolling steel bars, especially for cold-rolling ribbed steel bars.
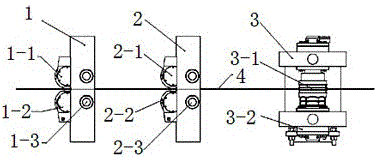
[0008] A cold-rolling unit provided by the present invention includes an end rolling mill, at least two front-end rolling mills are arranged in series upstream of the end rolling mill, the rolling direction of the front-end rolling mill is perpendicular to the rolling direction of the end rolling mill, and the rolling direction of the front-end rolling mill Similarly, the end rolling mill is an active rolling mill, the front end rolling mill is a passive rolling mill, and two front end rolling mills are provided.
[0009] A cold-rol...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More