

A kind of production system and production method of channel section steel
A production system and production method technology, applied in other manufacturing equipment/tools, manufacturing tools, etc., can solve the problems of high pass design accuracy, complex pass rolling process, difficult production adjustment, etc., to achieve maximum production efficiency Minimization, reduction of investment and follow-up maintenance costs, and the effect of shortening the production line
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
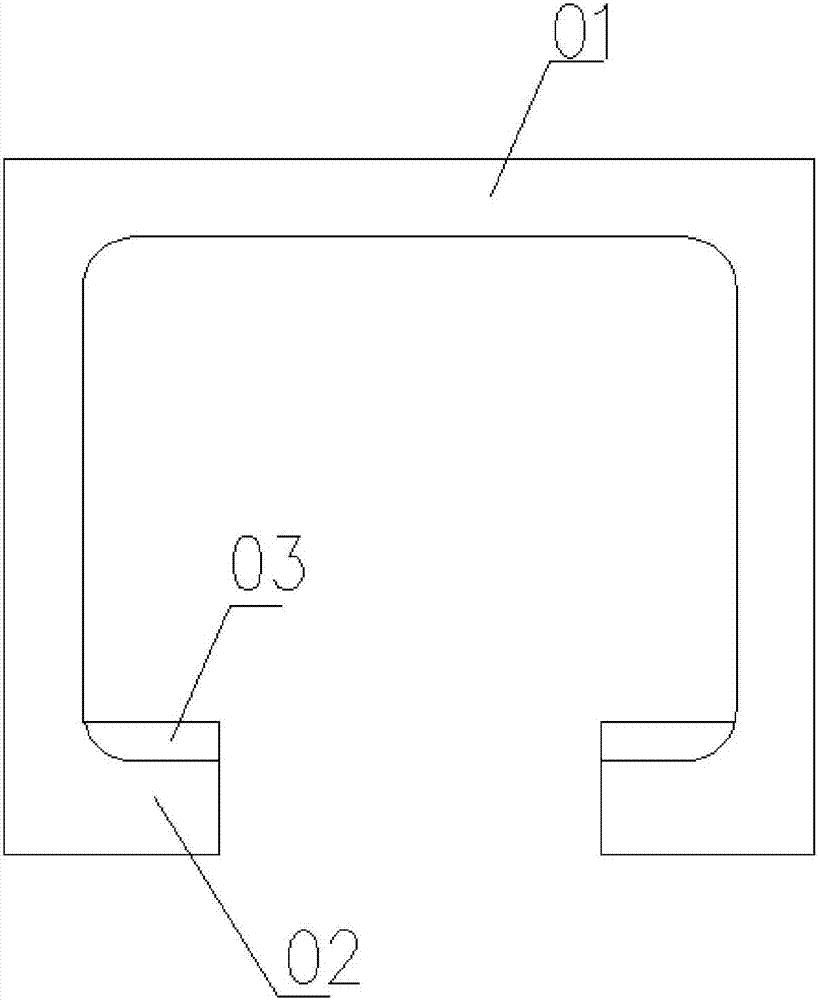
[0060] figure 1 As shown, it is a schematic structural view of the channel section steel in the present invention, including the channel section steel body 01, the turning part 02, and the internal teeth 03 arranged on the inner side of the turning part 02, and the middle of the channel section steel is It is plate-shaped, and still has a folded part 02 on both sides.
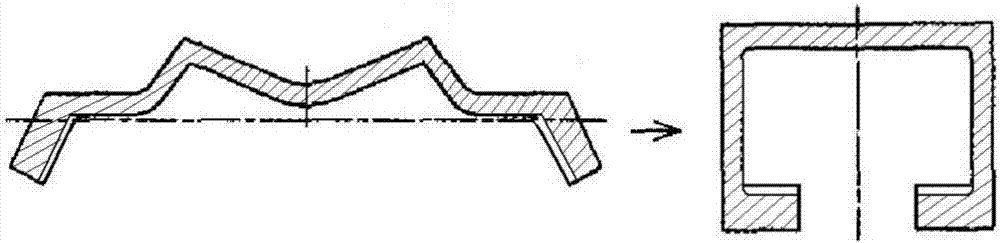
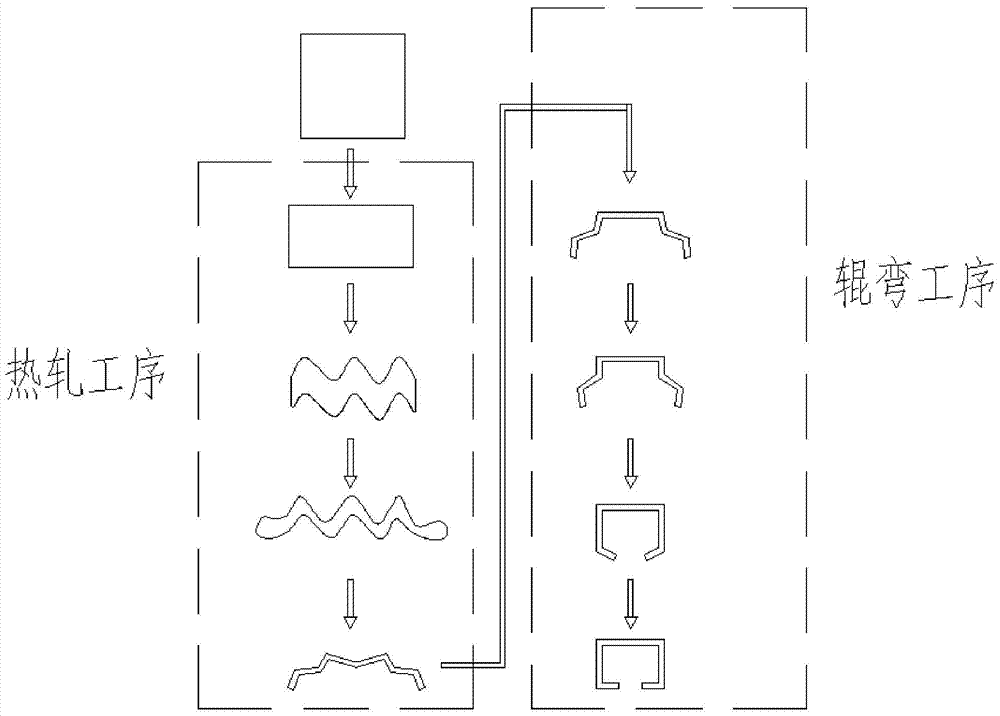
[0061] figure 2 with image 3 The schematic diagram of the traditional production process is shown, that is, the rectangular / square raw material with large cross-section is rolled into the "M" type intermediate rolling piece required for roll bending through the traditional pass rolling method, and then passed through the "M" type intermediate rolling piece with a certain shape. Roll-shaped rolls bend the "M"-shaped rolling stock into the final section. The mechanical equipment is old, complex, and heavy; the pass rolling process is complex and cumbersome; the pass design accuracy is high, the guide design ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More