

Forging process for eliminating anisotropism of large-sized AQ80M magnesium alloy bearing member
A bearing member, anisotropic technology, applied in the field of forging technology, can solve the problems of complex process, inability to produce large-scale bulk materials, and high technical difficulty, and achieve the effect of increasing difficulty, eliminating casting defects, and improving material plasticity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
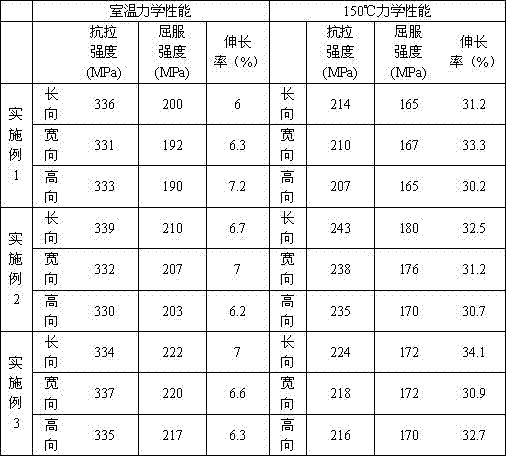
Embodiment 1
[0020] A magnesium alloy ingot with a diameter of Φ610 and a length of 1630 mm was prepared by semi-continuous casting, homogenized, air-cooled to room temperature, and descaled. The extrusion die is heated and the temperature is maintained at 360°C; the extrusion barrel is heated and the temperature is maintained at 370°C. After the billet was heated to 360°C for 1 hour, the billet was extruded with an extrusion ratio of 3.6 and an extrusion speed of 1.6mm / s. After extrusion, a rod with a diameter of Φ300mm is obtained. After the extruded rod-shaped billet is kept at 410°C for 8 hours, multi-directional forging is carried out on the hydraulic press, the reduction speed is 200-400mm / min, the reduction of the upsetting pass is 5-30%; every 8 passes are returned to the furnace for annealing , the annealing temperature was 410°C, the annealing time was 0.5h, and finally a magnesium alloy bearing part with a length of 475mm, a width of 390mm, and a height of 170mm was forged, and...
Embodiment 2
[0022] A magnesium alloy ingot with a diameter of Φ620mm and a length of 1600mm was prepared by semi-continuous casting, homogenized, air-cooled to room temperature, and descaled. The extrusion die is heated and the temperature is maintained at 360°C; the extrusion barrel is heated and the temperature is maintained at 370°C. After heating the ingot to 360°C for 1 hour, the billet was extruded, the extrusion ratio was 3.6, and the extrusion speed was 1.2mm / s. After extrusion, a rod with a diameter of Φ300mm is obtained. After the extruded rod-shaped billet is kept at 400°C for 8 hours, it is upsetting and drawing multi-directional forging on a hydraulic press. The reduction is 5-10%, and the temperature of the upper and lower cutting boards is 150-200°C; the furnace is annealed every 6 times, the annealing temperature is 400°C, and the annealing time is 1h, and finally a magnesium alloy bearing with a length of 470mm, a width of 390mm, and a height of 170mm is forged. pieces,...
Embodiment 3
[0024] A magnesium alloy ingot with a diameter of Φ620mm and a length of 1600mm was prepared by semi-continuous casting, homogenized, air-cooled to room temperature, and descaled. The extrusion die is heated and the temperature is maintained at 360°C; the extrusion barrel is heated and the temperature is maintained at 370°C. After heating the ingot to 360°C for 1 hour, the billet was extruded, the extrusion ratio was 4, and the extrusion speed was 2.0mm / s. After extrusion, a rod with a diameter of Φ300mm is obtained. After the extruded rod-shaped billet is kept at 400°C for 8 hours, it is upsetting and drawing multi-directional forging on a hydraulic press. The reduction is 5-10%, the temperature of the upper and lower cutting boards is 150-200°C; the furnace is annealed every 6 times, the annealing temperature is 410°C, and the annealing time is 1h, and finally forged a magnesium alloy bearing with a length of 470mm, a width of 395mm, and a height of 175mm. pieces, aging tr...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More