

Manufacturing technology of hot work die steel forge piece
A technology of hot work die steel and preparation process, applied in metal processing equipment and other directions, can solve the problems of coarse quenched martensite, affecting the strength and toughness of modules, and achieve grain refinement, less dendrite segregation, and fast cooling speed. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
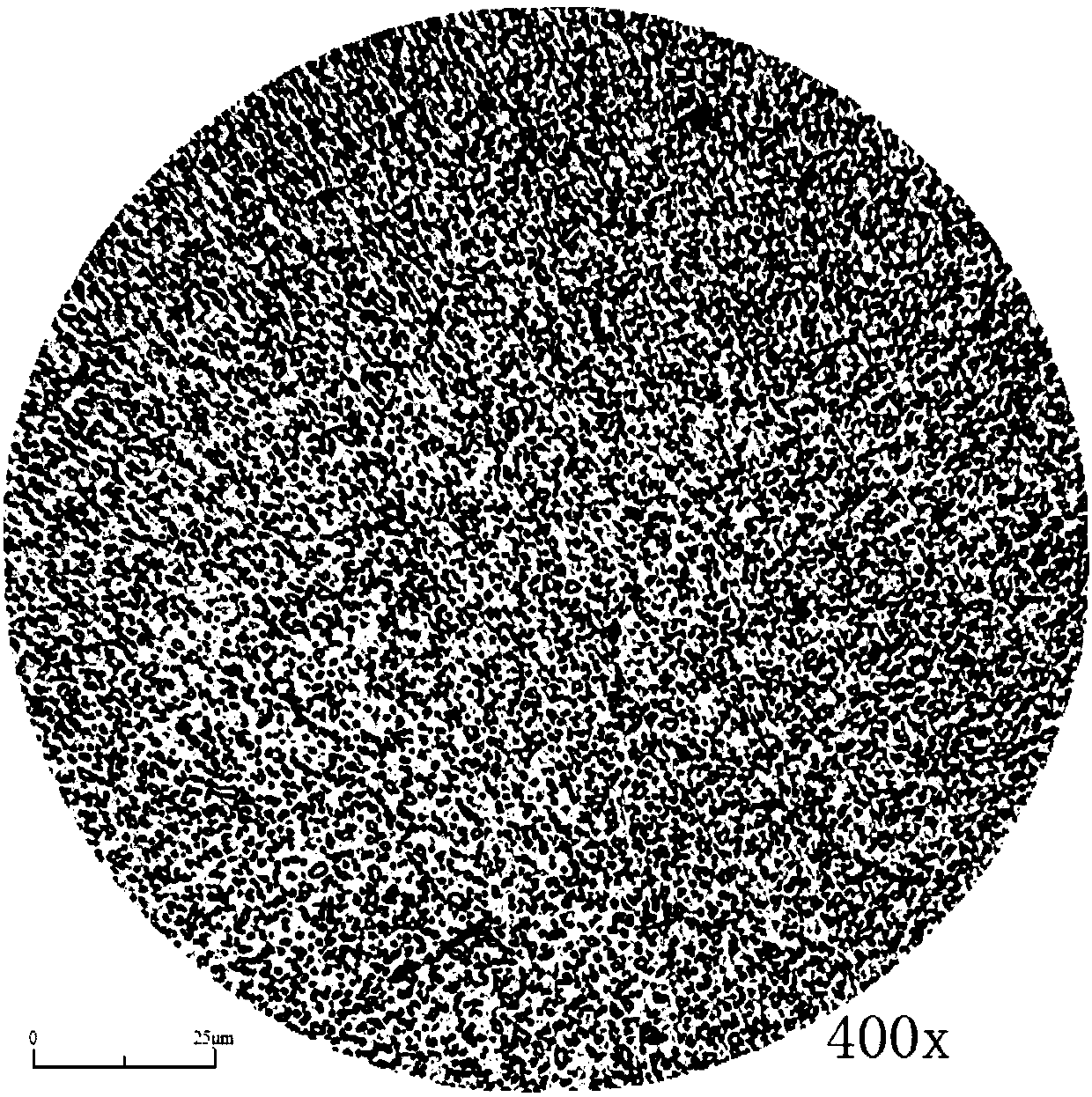
Embodiment 1
[0062] Used steel ingot chemical composition (wt%) is as follows:
[0063] 0.385C; 1.183Si; 0.333Mn; 0.014P; 0.003S; 5.045Cr;
[0064] The process is as follows:
[0065] (1) Smelting
[0066] First use 40t electric arc furnace for smelting, then use 40t submerged arc heating ladle refining furnace to refine and vacuum degassed molten steel to pour ¢300mm consumable electrode, and use ¢300 consumable electrode to melt ¢300mm in electroslag remelting furnace 720 / ¢760mm, electroslag remelting steel ingot weighing about 5t.
[0067] (2) forging
[0068] Raise the electroslag remelted ingot to 650°C at a heating rate of 50°C / h for the first preheating, keep it for 2 hours, then raise the temperature at a rate of 80°C / h to 810°C for the second preheating, and hold it for 2 hours , and then raised to 1210°C at a heating rate of 110°C / h, held for 14 hours for high-temperature diffusion, started forging at 1100°C, three upsetting and three pulling out, upsetting ratio = 2, total f...
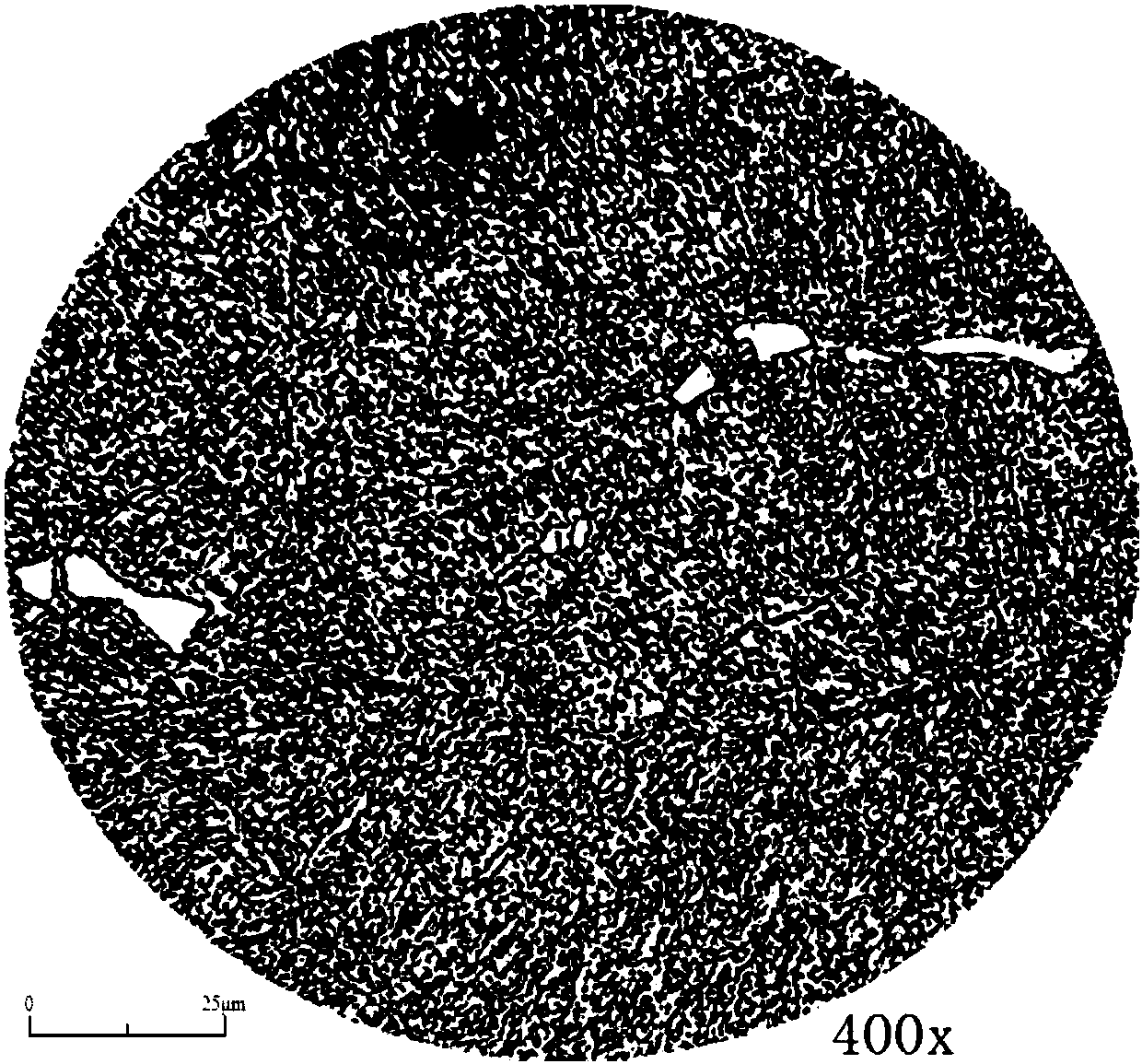
Embodiment 2
[0077] Used steel ingot chemical composition (wt%) is as follows:
[0078] 0.401C; 1.137Si; 0.350Mn; 0.012P; 0.003S; 5.104Cr;
[0079] The process is as follows:
[0080] (1) Smelting
[0081] First use 40t electric arc furnace for smelting, then use 40t submerged arc heating ladle refining furnace to refine and vacuum degassed molten steel to pour ¢300mm consumable electrode, and use ¢300 consumable electrode to melt ¢300mm in electroslag remelting furnace 720 / ¢760mm, electroslag remelting steel ingot weighing about 5t.
[0082] (2) forging
[0083] Raise the electroslag remelted ingot to 650°C at a heating rate of 50°C / h for the first preheating, keep it for 2 hours, then raise it to 820°C at a heating rate of 80°C / h for the second preheating, and hold it for 2 hours , and then raised to 1200°C at a heating rate of 100°C / h, held for 15 hours for high-temperature diffusion, started forging at 1100°C, three upsetting and three pulling out, upsetting ratio = 2, total forgin...
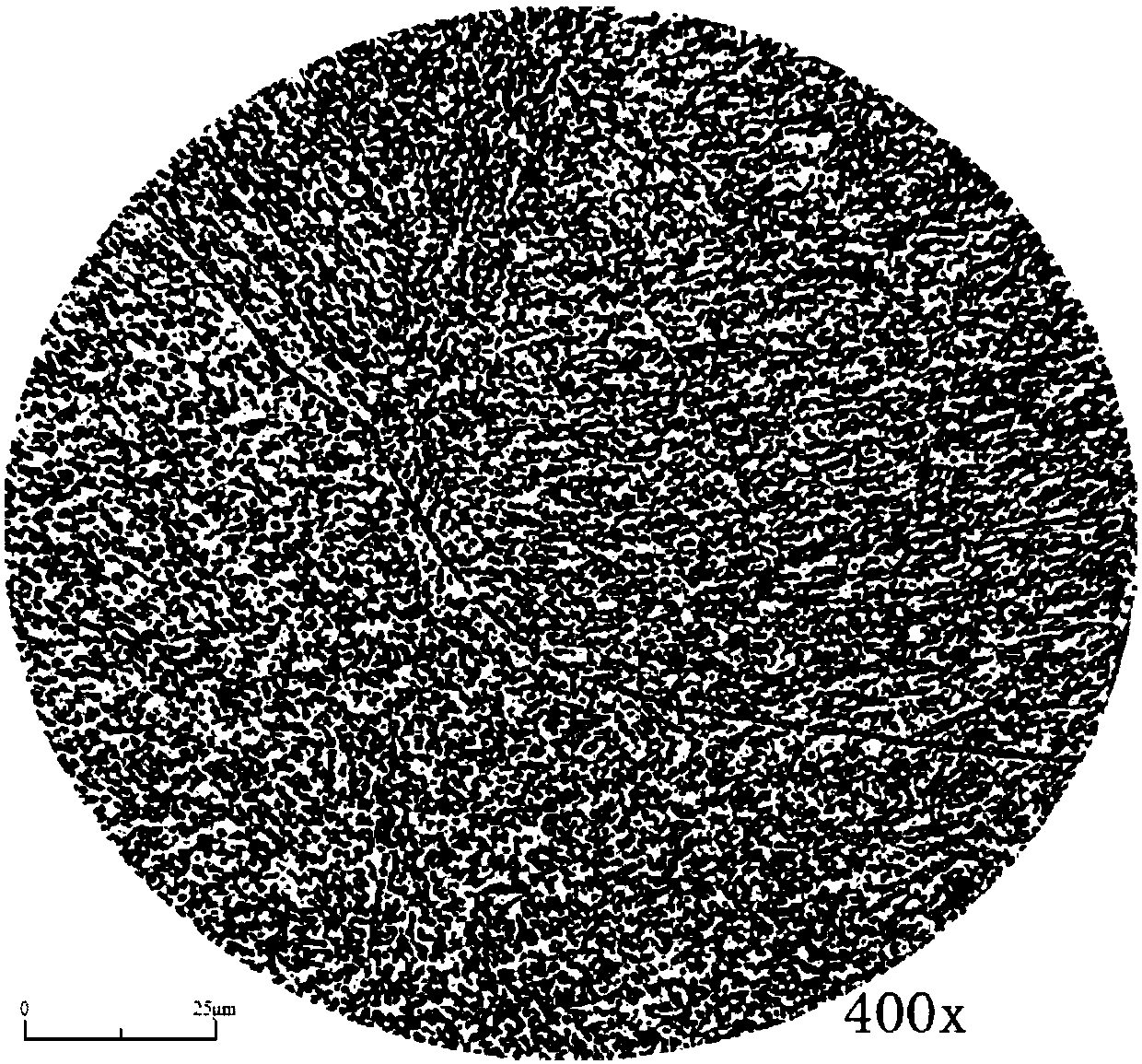
Embodiment 3
[0092] Used steel ingot chemical composition (wt%) is as follows:
[0093] 0.394C; 1.077Si; 0.370Mn; 0.010P; 0.002S; 5.207Cr;
[0094] The process is as follows:
[0095] (1) Smelting
[0096] First use 40t electric arc furnace for smelting, then use 40t submerged arc heating ladle refining furnace to refine and vacuum degassed molten steel to pour ¢300mm consumable electrode, and use ¢300 consumable electrode to melt ¢300mm in electroslag remelting furnace 720 / ¢760mm, electroslag remelting steel ingot weighing about 5t.
[0097] (2) forging
[0098] Raise the electroslag remelted ingot to 650°C at a heating rate of 50°C / h for the first preheating, keep it for 2 hours, then raise the temperature at a rate of 80°C / h to 810°C for the second preheating, and hold it for 2 hours , and then raised to 1200°C at a heating rate of 100°C / h, held for 15 hours for high-temperature diffusion, started forging at 1100°C, three upsetting and three pulling out, upsetting ratio = 2, total f...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More