

Manual arc welding bottoming layer Z-shaped arc extinction method and application thereof in Q460 high-strength steel horizontally-fixed steel pipe butt welding
A technology for manual arc welding and fixing steel pipes, which is applied in arc welding equipment, applications, welding equipment, etc., and can solve problems such as welding bumps, excessively uneven weld beads, and difficult observation of molten pools
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] The technical solutions of the present invention will be further described below in conjunction with specific embodiments.
[0026] Choose two sections of φ400*16 steel pipes, the material is controlled rolling Q460 high-strength steel, and the groove and surface are polished to a metallic luster within 10mm as required; the welding consumables are E6015-G, with diameters of 3.2mm and 4.0mm, as required Dry it at 350°C, keep it warm for 2 hours, then put it in the heat preservation cylinder, and turn on the power supply, and take it out whenever you need it.
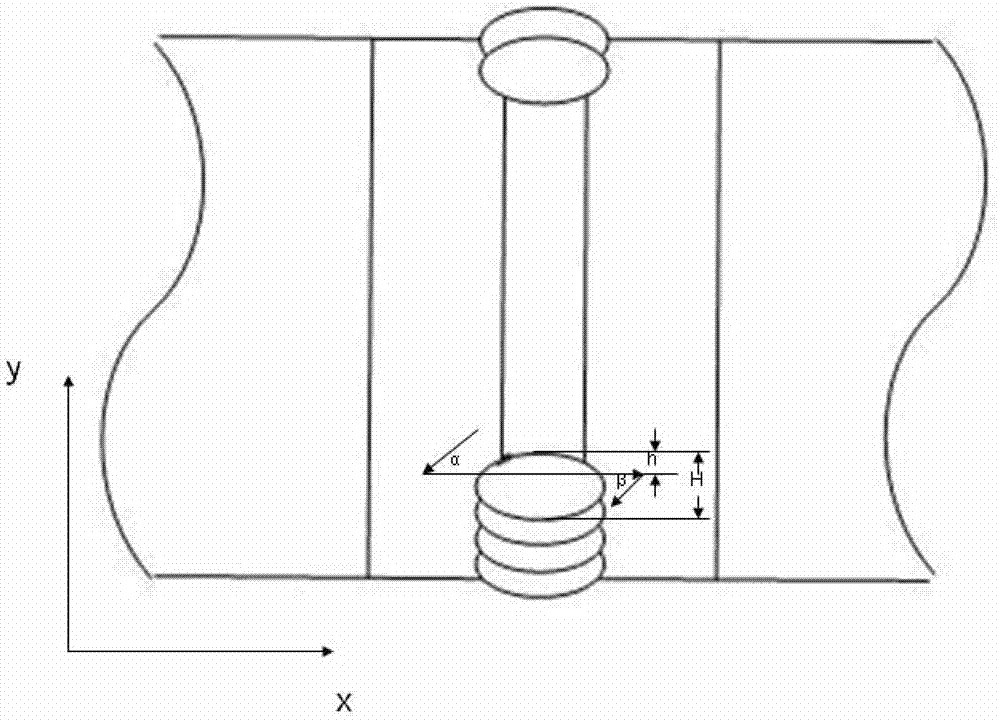
[0027] Matching parameters: groove angle 30-35°, root gap 3.5-4.5mm, blunt edge 1.0-1.5mm, misalignment less than 1mm. After the preparation is completed, tack welding is carried out at both ends of the test piece with a length of 15mm.
[0028] 1. Test materials and methods
[0029] The material used in the test is taken from ordinary Q460 angle steel with a thickness of 20 mm, and the welding material used is ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More