Method for improving coiling temperature control accuracy of hot rolled new-variety new-specification band steel
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A technology of coiling temperature and control accuracy, applied in the field of control, can solve problems such as low hit rate of first production accuracy and out-of-tolerance coiling temperature
Active Publication Date: 2015-02-11
BAOSHAN IRON & STEEL CO LTD
View PDF9 Cites 23 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
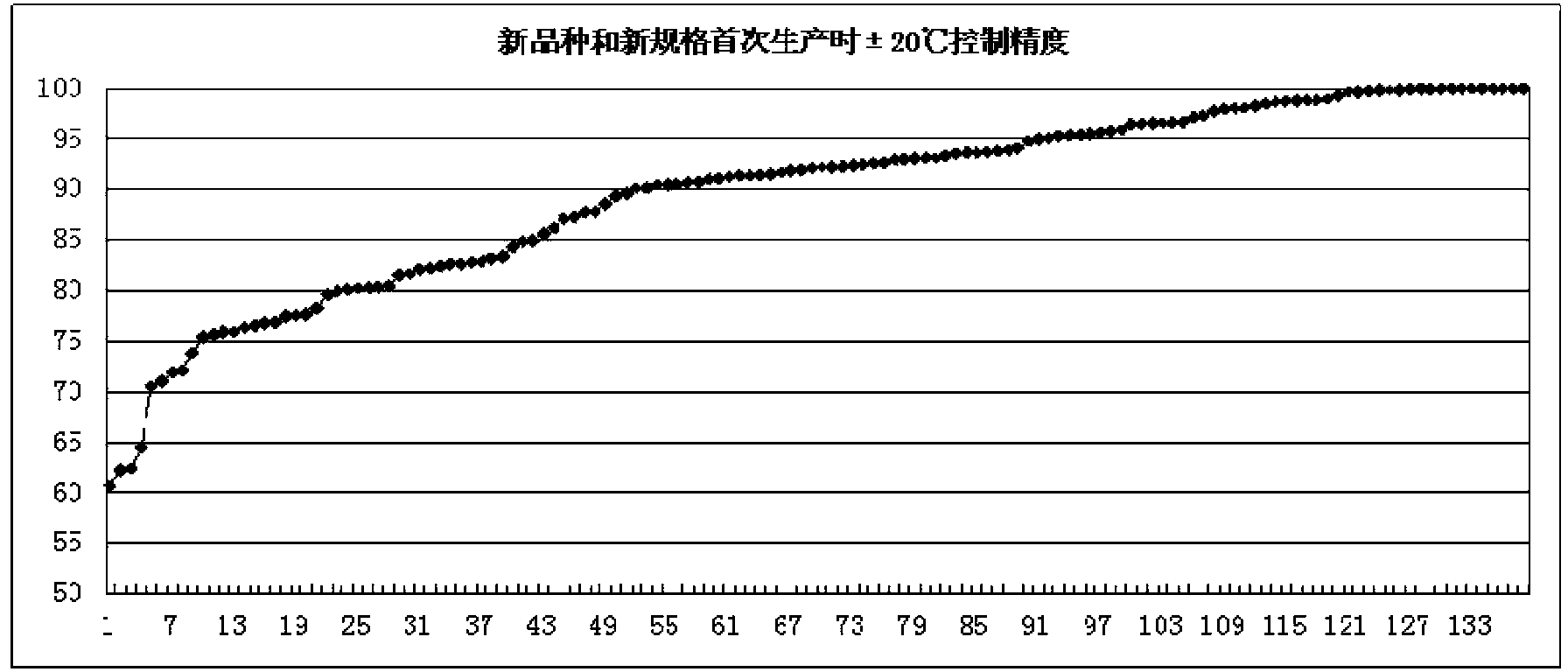
[0010] For the first-time production of new varieties or new specifications, the mathematical model of the coiling temperature control can only be calculated with default parameters, resulting in a generally low accuracy hit rate for the first production. Generally, the accuracy of ±30°C (actual coiling temperature The deviation from the target coiling temperature is within 30°C, the same below) is less than 80%, and the partial or even overall coiling temperature of the strip is "out of tolerance", causing the coiling temperature to be "waste, second, drop"
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0129] Example 1: Control example of existing varieties but new specifications
[0130] Incoming materials:
[0131] c steel type: AQ3440E1;
[0132] ●The target coiling temperature is 560℃, and the corresponding temperature layer in this system is 4;
[0133] ●The target thickness is 2.62mm, and the corresponding thickness layer in this system is 9;
[0134] ●The target speed is 10.5m / s, and the corresponding thickness layer in this system is 40;
[0135] ●Cooling mode is "1";
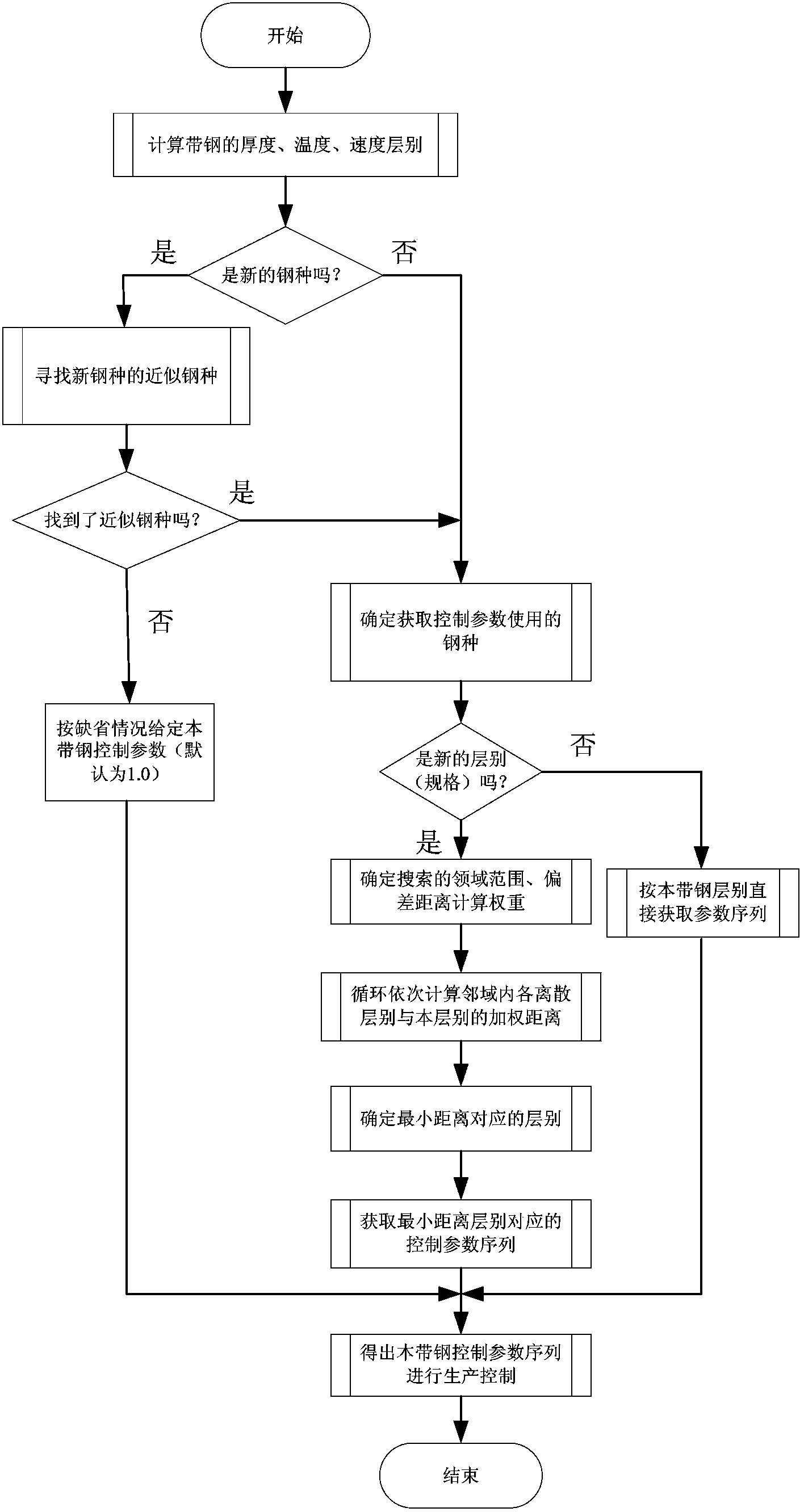
[0136] When the coiling temperature control model determines the control parameters of the strip, it is found that the steel type, temperature layer, speed layer and cooling mode corresponding to the strip have actual production records in the system, but there is no thickness layer in the historical data. 9, so it is judged to be a new specification of an existing variety, and if it is, it automatically enters the control link of this method to search for the best match.
[0137] According to 4....
Embodiment 2
[0149] Embodiment 2: New Variety Control Example
[0150] Incoming materials:
[0151] ●Steel type: AP1056E1;
[0152] ●The target coiling temperature is 560℃, and the corresponding temperature layer in this system is 4;
[0153] ●The target thickness is 2.62mm, and the corresponding thickness layer in this system is 9;
[0154] ●The target speed is 10.5m / s, and the corresponding thickness layer in this system is 40;
[0155] ●Cooling mode is "1";
[0156] When the coiling temperature control model determines the control parameters of the strip steel, it is found that the steel type "AP1056E1" corresponding to the strip steel has no actual production performance in the system, so it is judged as a new variety, and if it is automatically entered into the above link of this method, the final best match search.
[0157] Step 1: Search for the steel type closest to AP1056E1 in the system (see the above description for the specific method), assuming that the found steel type i...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
The invention discloses a method for improving coiling temperature control accuracy of hot rolled new-variety new-specification band steel and belongs to the field of control. The method includes that an on-site control computer dynamically controls production running parameters of production equipment in a hot rolling laminar flow cooling process according to a coiling temperature control model, a released product task and production process indicators; key production process information like band steel type, target thickness, target coiling temperature, rolling speed and band steel cooling mode are combined in a hot rolling laminar flow cooling control process; whether incoming materials from a previous process belong to new variety or new specification or not in a current process is automatically judged; model parameters of the new variety or the new specification in the current process during first-time production are automatically determined through a series of presumption logic so as to improve coiling temperature control accuracy and control qualification rate during first-time production of the band steel of the steel type or the new specification by the current process and lower 'waste, defective and downgraded rate in the process of first-time production to lower product manufacturing cost. The method can be widely used for the field of control on the hot rolling laminar flow cooling process.
Description
technical field [0001] The invention belongs to the field of control, in particular to an automatic control method for the production process of hot-rolled strip steel. Background technique [0002] Laminar cooling is an important process in the hot rolling production process. Its main function is to cool the strip from a certain final rolling temperature to the required temperature by controlling the dynamic opening and closing of the water spray valve in the laminar cooling area after the strip is rolled. Target coiling temperature. [0003] Because the coiling temperature has a great influence on the physical properties of the strip, the actual coiling temperature of the finished strip must be controlled within a certain target tolerance range, otherwise the finished strip may be "rejected" or "downgraded" Use, resulting in lower product qualification rate, increased production costs. [0004] In order to improve the control accuracy of the strip coiling temperature, th...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More