Tunnel kiln firing system of foamed ceramic light-weight board
A technology for foaming ceramics and tunnel kilns, which is applied in the production of ceramic materials, ceramic products, applications, etc., can solve the problems of poor overall product uniformity, difficult oxidation of the formulation system, long firing cycle, etc., to avoid single-layer stacking. The effect of sintering, shortening the sintering cycle, and reducing the production space
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0095] (1) Formula: tile polishing waste 95.5%, foaming agent 0.5%, manganese dioxide stabilizer 4%.
[0096] (2) Preparation method:
[0097] The raw materials are mixed according to the proportion, and the powder is obtained through ball milling;
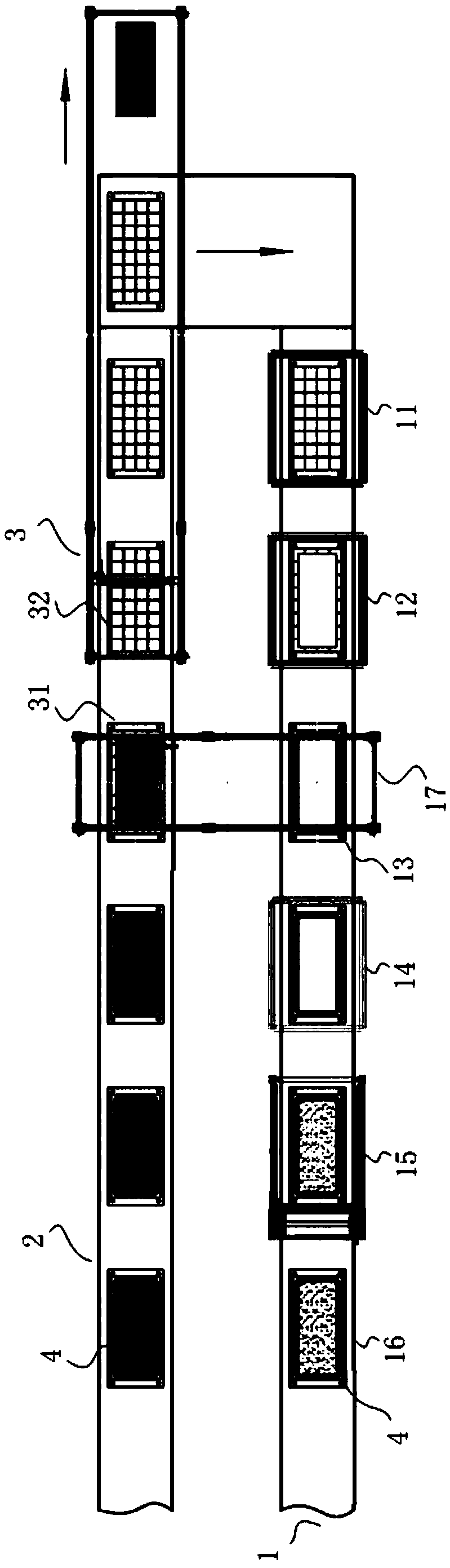
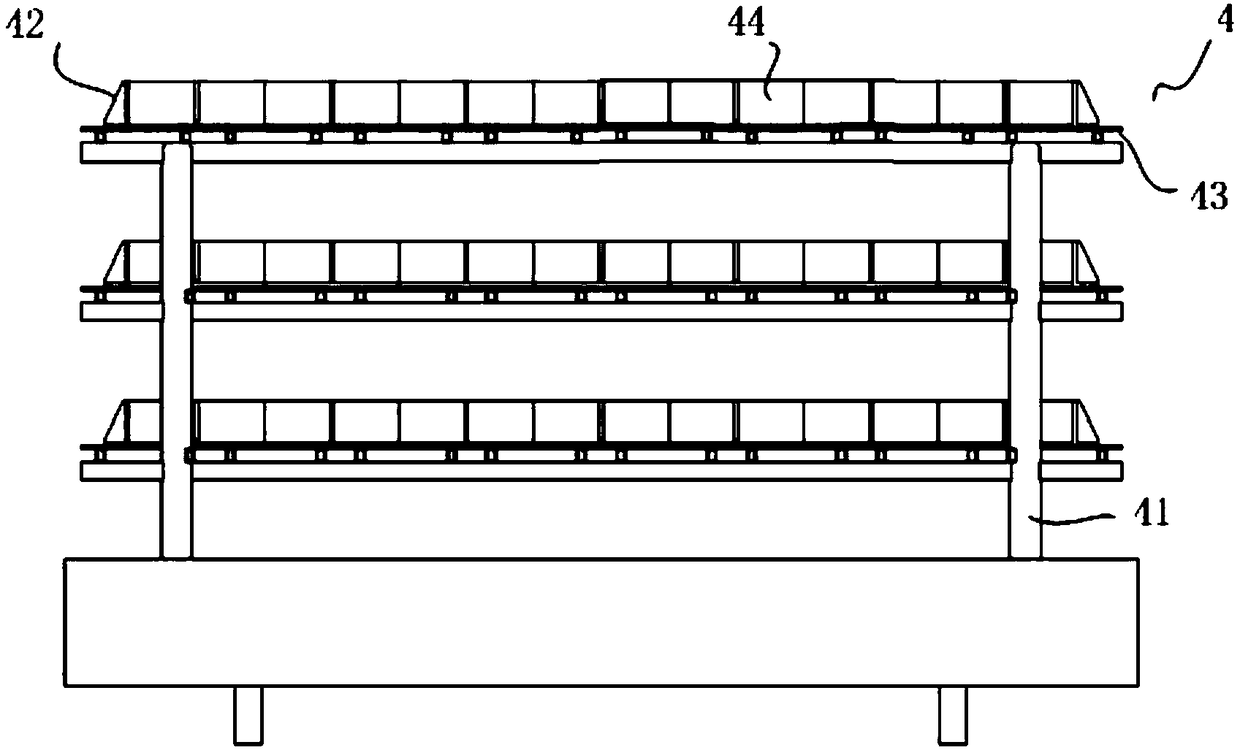
[0098] The powder is distributed on the kiln car through the feeding line, and then the kiln car is pushed into the tunnel kiln for three-layer stacking firing treatment to obtain foamed ceramic light boards. The firing method is as follows: (a) heating to 800°C , and kept at 800°C for 20min, wherein, the heating rate from 0°C to 400°C was 10°C / min, and the heating rate from 400°C to 800°C was 3°C / min; (b) heating to 1150°C, And keep it at the highest temperature for 40min, wherein, the heating rate from 800°C to 1150°C is 3°C / min; (c) slowly cool down, the cooling rate from 1150°C to 600°C is 3°C / min, The cooling rate for cooling down to 50°C is 1°C / min;
[0099]Finally, the foamed ceramic light board is unloaded through the u...
Embodiment 2
[0101] (1) Formula: tile polishing waste 90%, clay 1%, feldspar 8.8%, foaming agent 0.1%, stabilizer 0.1%.
[0102] (2) Preparation method:
[0103] The raw materials are mixed according to the proportion, and the powder is obtained through ball milling;
[0104] The powder is distributed on the kiln car through the feeding line, and then the kiln car is pushed into the tunnel kiln for three-layer stacking firing treatment to obtain foamed ceramic light boards. The firing method is as follows: (a) heating to 820 °C , and kept at 820°C for 15 minutes, wherein, the heating rate from 0°C to 400°C was 15°C / min, and the heating rate from 400°C to 820°C was 5°C / min; (b) heating to 1170°C, And keep it at the highest temperature for 30min, wherein, the heating rate from 820°C to 1170°C is 4°C / min; (c) slow down the temperature, the cooling rate from 1170°C to 600°C is 4°C / min, The cooling rate for cooling down to 50°C is 2°C / min;
[0105] Finally, the foamed ceramic light board is ...
Embodiment 3
[0107] (1) Formula: tile polishing waste 92%, clay 5%, feldspar 2%, foaming agent 0.2%, stabilizer 0.8%.
[0108] (2) Preparation method:
[0109] The raw materials are mixed according to the proportion, and the powder is obtained through ball milling;
[0110] The powder is distributed on the kiln car through the feeding line, and then the kiln car is pushed into the tunnel kiln for three-layer stacking firing treatment to obtain foamed ceramic light boards. The firing method is as follows: (a) heating to 830°C , and kept at 830°C for 25min, wherein, the heating rate from 0°C to 400°C was 15°C / min, and the heating rate from 400°C to 830°C was 5°C / min; (b) heating to 1180°C, And keep warm at the highest temperature for 0-60min, wherein, the heating rate from 830°C to 1180°C is 5°C / min; (c) slow down the temperature, the cooling rate from 1180°C to 600°C is 5°C / min, by The cooling rate from 600°C to 50°C is 2°C / min;
[0111] Finally, the foamed ceramic light board is unloade...
PUM
| Property | Measurement | Unit |
|---|---|---|
| compressive strength | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| water absorption | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More