

Cryogenic treatment method of forged steel cold rolling roll and its new nozzle
A technology of cryogenic treatment and cold rolling, applied in heat treatment furnaces, heat treatment equipment, furnace types, etc., can solve the problems of poor hardness uniformity of finished products, high cooling strength, low temperature of forged steel cold rolling rolls, etc., to achieve improved hardness uniformity of finished products, Reduced nozzle clogging and uniform hardness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1)
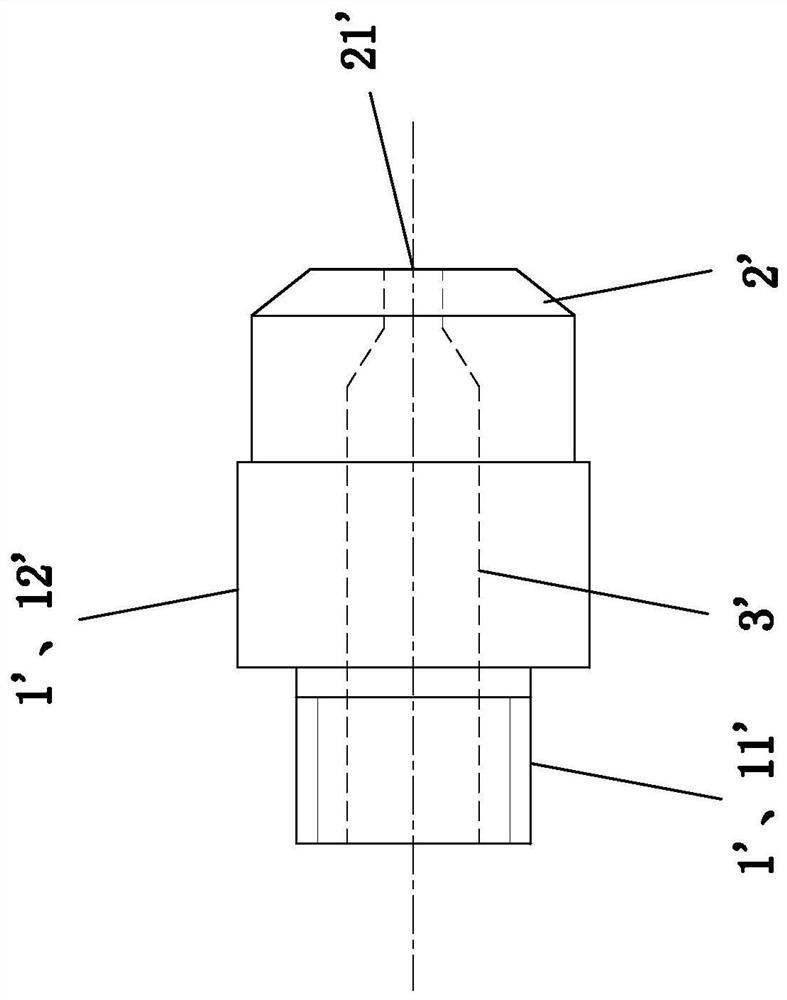
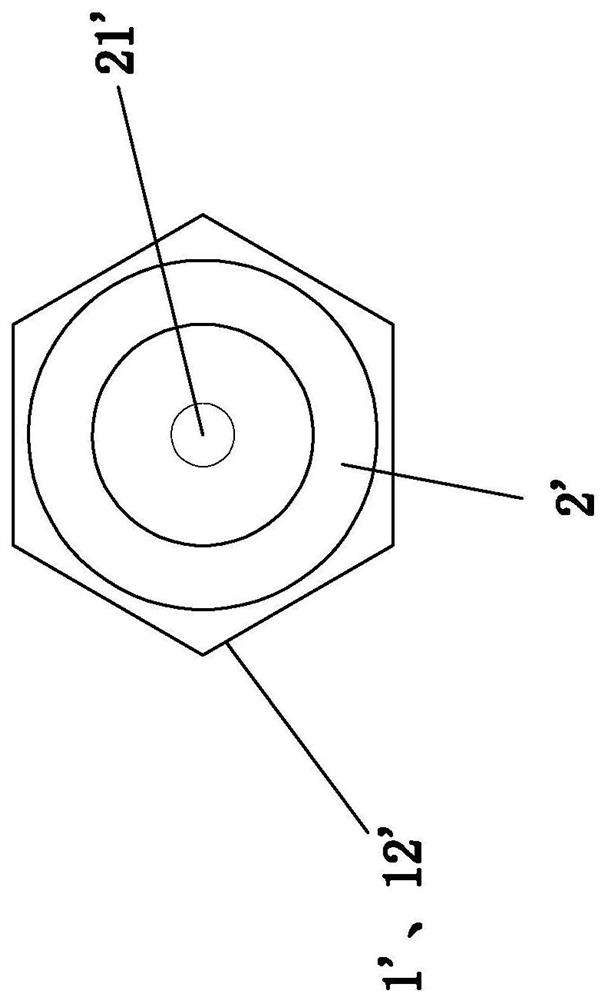
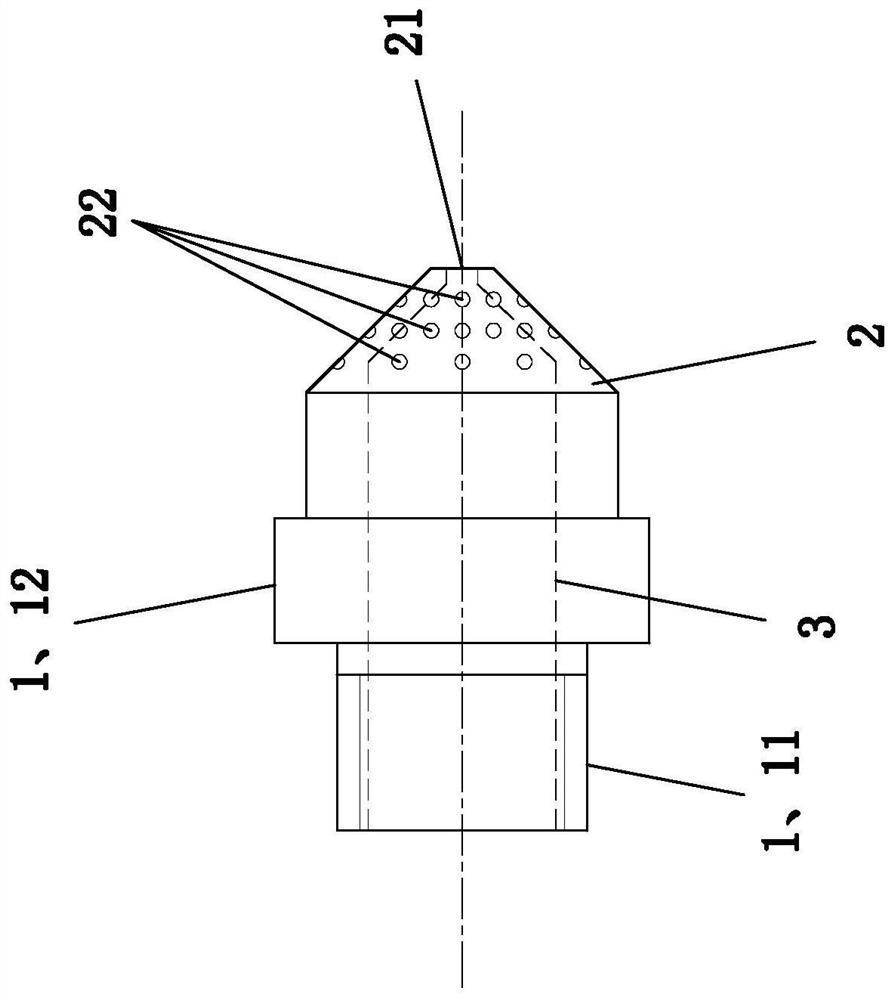
[0019] see image 3 with Figure 4 , the new nozzle of this embodiment has a mounting part 1 and a nozzle head 2, the mounting part 1 includes a threaded connection part 11 and a hexagonal screw rotating part 12, the cavity 3 inside the nozzle can reach 6mm, and the nozzle head 2 is provided with a diameter A large spout 21 of about 1 mm and several small spouts 22 with a diameter of about 0.5 mm arranged around the large spout 21.
[0020] The cryogenic treatment method of the present embodiment is as follows:
[0021] ①Put the forged steel cold roll in the cryogenic box first, and close the cryogenic box.
[0022] ②Through the control system to control the ultra-low temperature solenoid valve, spray liquid nitrogen from the liquid nitrogen storage tank into the cryogenic box through the liquid nitrogen nozzle and nozzle, and reduce the temperature in the cryogenic box to -140±1°C within 1.5 hours ;
[0023] ③Insulate at a temperature of -140±1°C for 3.5 hours. During the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More