

Steel for stamping die and method of manufacture
A manufacturing method and stamping die technology, applied in the direction of manufacturing tools, temperature control, heat treatment process control, etc., can solve the problem of increasing the energy consumption of billet opening and product manufacturing costs, yield strength, plastic elongation, section shrinkage, and carbide non-uniformity Low main performance index, high production cost and other problems, to achieve the effect of saving energy consumption, reducing billet cost and improving economic benefits
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0040] 1. The weight percentage of the chemical composition of steel is: C 0.38wt%, Mn 0.45wt%, Cr 5.20wt%, Si 0.48wt%, Mo 3.71wt%, V 0.60wt%, Cu 0.21wt%, Ni 0.18wt%, P 0.011wt%, S 0.008wt%, the rest is Fe and unavoidable impurities;
[0041] 2. Process the steel with the above chemical composition ratio as follows:
[0042] (1) After refining in the electric furnace and outside the furnace, it is poured into a steel ingot of 2350Kg;
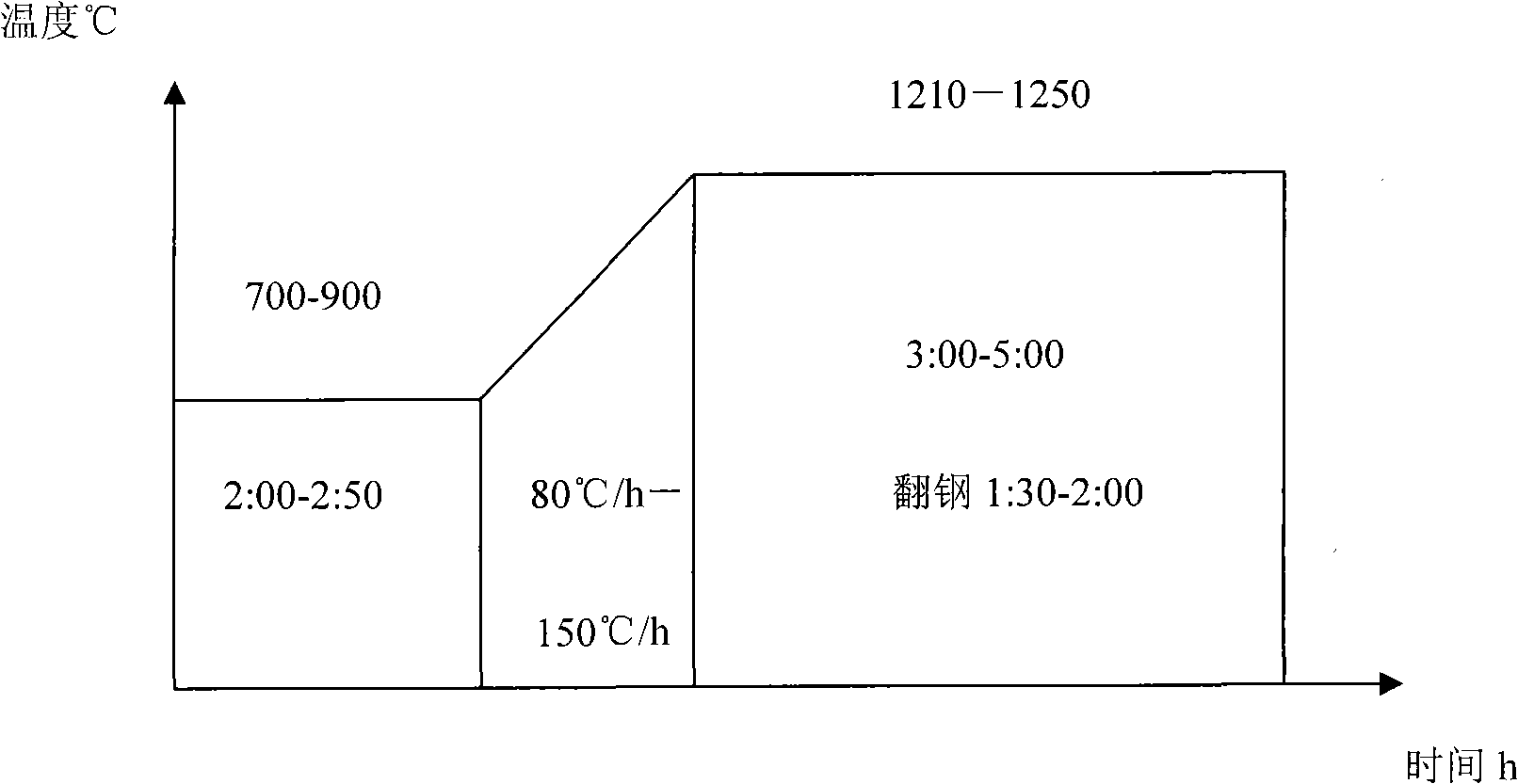
[0043] (2) The steel ingot is heated in the heating furnace of the blooming mill. The temperature of the steel ingot is 780℃. The steel ingot is heated to 1230℃ at a rate of 100℃ / h in the heating furnace of the blooming mill. During the heat preservation process, a steel turning treatment is performed 1.9 hours after the start of the heat preservation, and the heating process curve is shown in figure 1 Shown
[0044] (3) The steel ingot is bloomed and bloomed by the blooming mill, the start-rolling temperature is 1140℃, and the final rolling temper...
Embodiment 2
[0048] 1. The weight percentage of the chemical composition of steel is: C 0.35wt%, Mn 0.44wt%, Cr 4.70wt%, Si 0.50wt%, Mo 3.00wt%, V 0.55wt%, Cu 0.22wt%, Ni 0.30wt%, P 0.009wt%, S 0.007wt%, the rest is Fe and unavoidable impurities;
[0049] 2. Process the steel with the above chemical composition ratio as follows:
[0050] (1) After refining in the electric furnace and outside the furnace, it is poured into a steel ingot of 2350Kg;
[0051] (2) The steel ingot is heated in the heating furnace of the blooming mill. The temperature of the steel ingot is 700℃. The steel ingot is heated to 1250℃ at a rate of 100℃ / h in the heating furnace of the blooming mill. During the heat preservation process, a steel turning treatment will be carried out 1.7 hours after the start of heat preservation
[0052] (3) The steel ingot is bloomed and billeted by the blooming mill, the start-rolling temperature is 1150℃, and the final rolling temperature is 1020℃;
[0053] (4) After the blooming billet ...
Embodiment 3
[0056] 1. The chemical composition weight percentage of steel is: C 0.40wt%, Mn 0.60wt%, Cr 5.23wt%, Si 0.30wt%, Mo 4.00wt%, V 0.40wt%, Cu 0.30wt%, Ni 0.21wt%, P 0.011wt%, S 0.015wt%, the rest is Fe and unavoidable impurities;
[0057] 2. Process the steel with the above chemical composition ratio as follows:
[0058] (1) After refining in the electric furnace and outside the furnace, it is poured into a steel ingot of 2350Kg;
[0059] (2) The steel ingot is heated in the heating furnace of the blooming mill. The temperature of the steel ingot is 800℃. The steel ingot is heated to 1210℃ at a rate of 80℃ / h in the heating furnace of the blooming mill. During the heat preservation process, turn over the steel 1.5 hours after the start of heat preservation
[0060] (3) The steel ingot is bloomed and bloomed by the blooming mill, the start-rolling temperature is 1120℃, and the final rolling temperature is 1070℃;
[0061] (4) After the blooming billet is forged into a finished product. ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Yield strength | aaaaa | aaaaa |
| Impact toughness value | aaaaa | aaaaa |
| Yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More