

A kind of non-quenched and tempered pre-hardened plastic mold steel plate and its preparation process
A technology of plastic mold steel and preparation process, which is applied in the field of metal materials, can solve the problems of increasing the tendency of quenching cracking, difficulty in cost control, and low production efficiency, and achieve the effects of refining grains, saving production costs, and saving manufacturing costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] Below by embodiment the present invention will be further described.
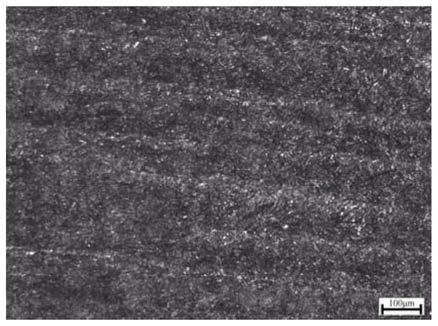
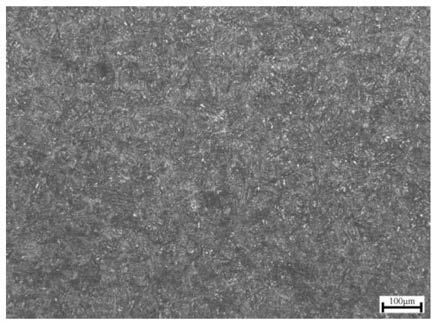
[0030] In the embodiment of the present invention, according to the component ratio of the technical solution, converter smelting, continuous casting, slab reheating, rolling, and tempering are carried out.
[0031] Rolling: The starting temperature of the slab is not less than 1100°C, fully descaled with high-pressure water during the rolling process, and the final rolling temperature is 890-930°C; the steel plate is air-cooled to 200-300°C after rolling;
[0032] Tempering: Put it into the furnace immediately after air cooling for tempering treatment, the tempering temperature is 550-580°C, the heating rate is 1.0-1.4min / mm, and the net holding time is 1.5-2.0min / mm.
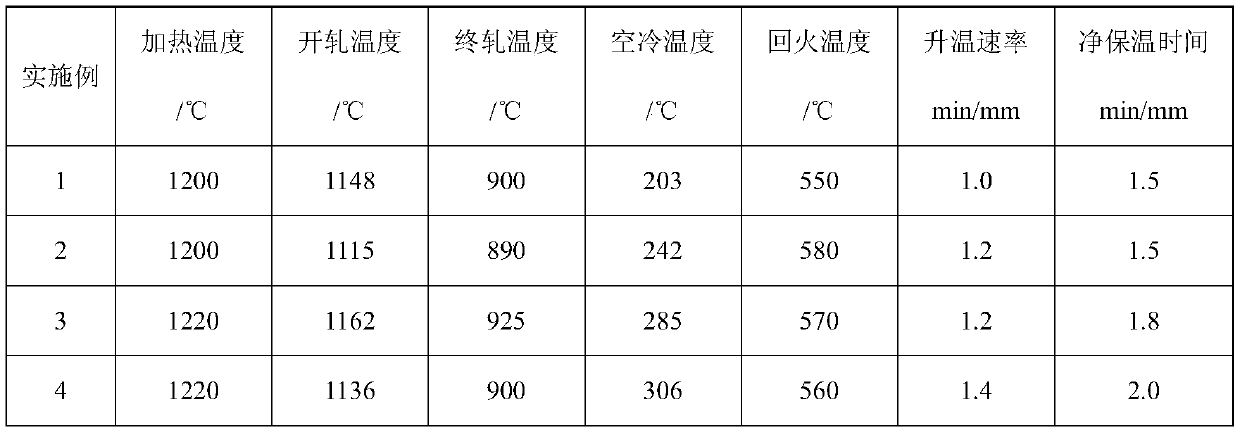
[0033] The composition of the steel of the embodiment of the present invention is shown in Table 1. The main process parameters of the steel of the embodiment of the present invention are shown in Table 2. Table 3 shows the hardnes...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More