

Production method of fine-denier hollow nylon 6FDY filament
A production method and nylon technology, which are applied in the manufacture of hollow filaments, single-component polyamide rayon filaments, and rayon manufacturing, to achieve the effects of reducing floating filaments, improving post-processing performance, and uniform cooling
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0023] Raw materials: 100 parts by weight of PA6 slices with a viscosity of 2.5±0.05; special masterbatches for fine-denier nylon are added with the second main group metal salt—calcium chloride, and the addition amount is 6% of the weight of nylon slices; special masterbatches for fine-denier nylon The dosage is 2% of the mass of PA6 slices.
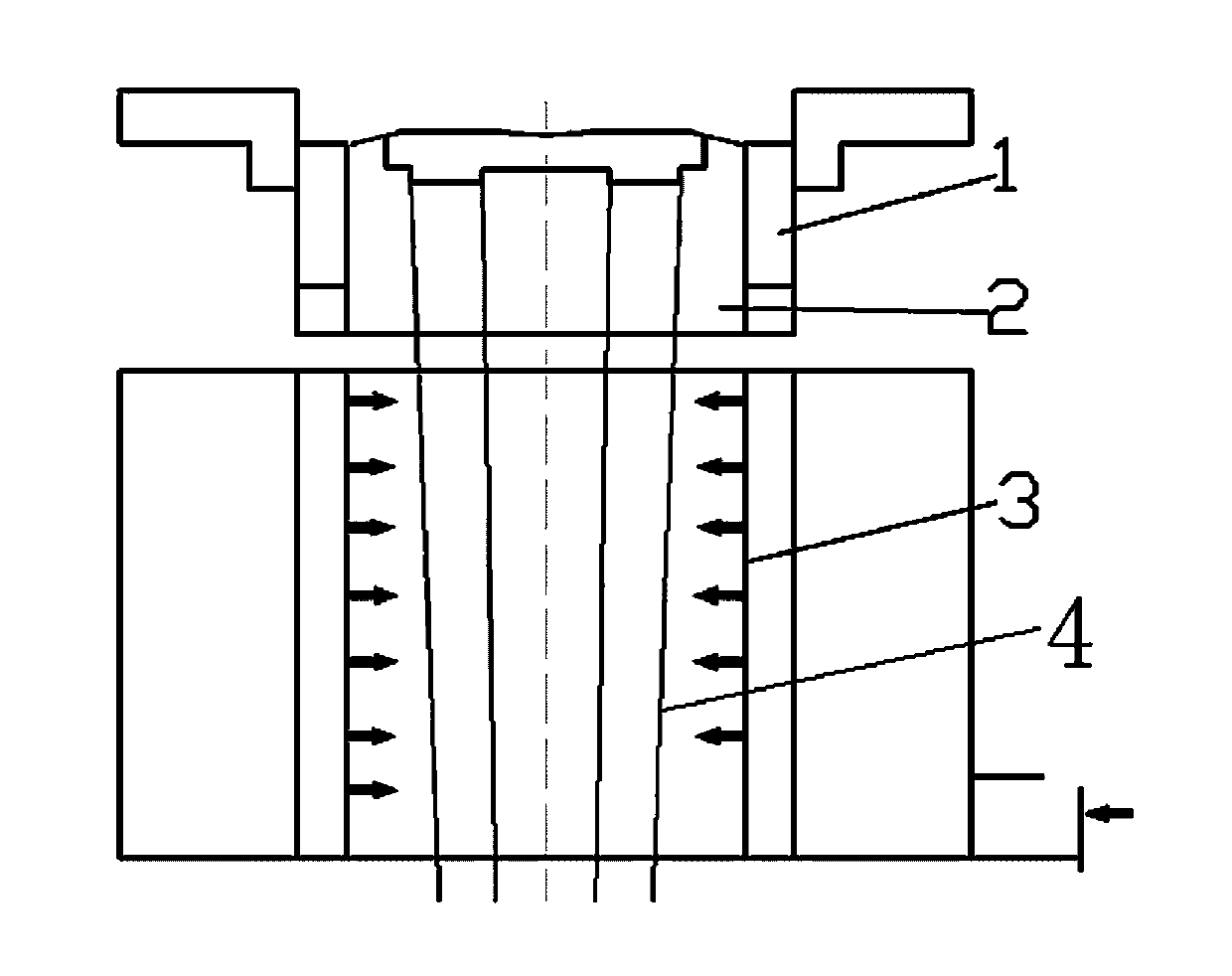
[0024] Equipment parameter adjustment: the position of the cluster point is 600mm away from the spinneret; the hole diameter of the hollow spinneret
[0025] The diameter is 0.20mm, and the aspect ratio is 1:3mm; the metal sand filter adopts 60~80 mesh; the length of the ring blowing sleeve of the ring blowing device is 50cm, and the length of the polycooling air pipe is 40cm.
[0026] Process conditions: the wind speed of the ring blower is 0.3m / s, the temperature is 28°C, and the humidity is 80%; the temperature of the spinning box is 283°C; the temperature of the screw extruder is 260~290°C, and the head pressure in the spinning asse...
Embodiment 2
[0028] Raw materials: 100 parts by weight of PA6 slices with a viscosity of 2.5±0.05, adding the second main group metal salt—calcium acetate, the amount of which is 6% of the weight of the nylon slices; the amount of fine-denier nylon masterbatches is PA6 4% of slice mass.
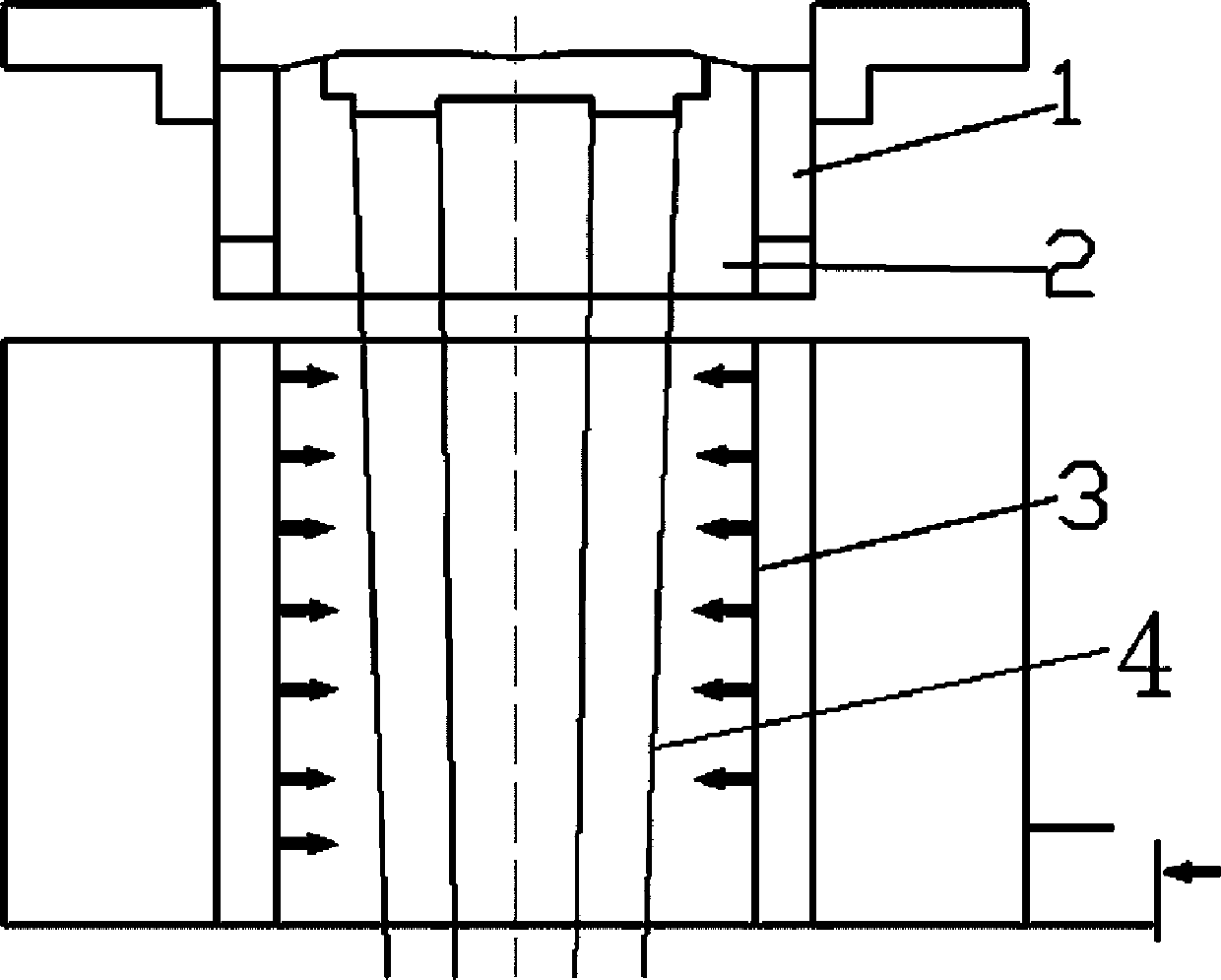
[0029] Equipment parameter adjustment: the position of the cluster point is 600mm away from the spinneret; the hole diameter of the hollow spinneret is 0.20mm, and the length-to-diameter ratio is 1:3mm; the metal sand filter adopts 60-80 mesh; the length of the ring blowing sleeve of the ring blowing device is 50cm , Poly cold air duct length 40cm.
[0030] Process conditions: the wind speed of the ring blower is 0.3m / s, the temperature is 28°C, and the humidity is 80%; the temperature of the spinning box is 282°C; the temperature of the screw extruder is 260~290°C, and the head pressure in the spinning assembly is 12~18Mpa, spinning and winding speed is 4300m / min. The PA6 melt is extruded through a hol...
Embodiment 3
[0032] Raw materials: 100 parts by weight of PA6 slices with a viscosity of 2.5±0.05, fine-denier nylon masterbatches are added with the second main group metal salt—magnesium sulfate, and the amount added is 6% of the weight of nylon slices; the amount of fine-denier nylon masterbatches is 5% of PA6 slice mass.
[0033] Equipment parameter adjustment: the position of the cluster point is 600mm away from the spinneret; the hole diameter of the hollow spinneret is 0.20mm, and the length-to-diameter ratio is 1:3mm; the metal sand filter adopts 60-80 mesh; the length of the ring blowing sleeve of the ring blowing device is 50cm , Poly cold air duct length 40cm.
[0034] Process conditions: the wind speed of the ring blower is 0.3m / s, the temperature is 28°C, and the humidity is 80%; the temperature of the spinning box is 278°C; the temperature of the screw extruder is 260-290°C, and the head pressure in the spinning assembly is 12~18Mpa, spinning and winding speed is 4600m / min. ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| pore size | aaaaa | aaaaa |
| aspect ratio | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More