

Steel plate quenching cooling method and device
A technology of cooling equipment and cooling method, applied in the direction of quenching device, heat treatment equipment, furnace type, etc., can solve the problems of the difference in cooling intensity between the upper and lower plates, and the steam film cannot be discharged smoothly, and achieve the effect of reducing the time difference
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0035] The product to be processed in this example is a low-carbon alloy steel plate with a length of 10000 mm, a width of 5000 mm and a thickness of 200 mm. It is required to obtain martensite, lower bainite and a small amount of retained austenite along the entire cross-section after quenching and cooling, and at the same time, it is required to control the distortion Control within a certain range.
[0036] In order to avoid cracking during the quenching process, the water-air alternate time-controlled quenching and cooling process is adopted, that is, the process of water quenching + air cooling + water quenching + air cooling + ... is carried out under the premise of strict control of time.
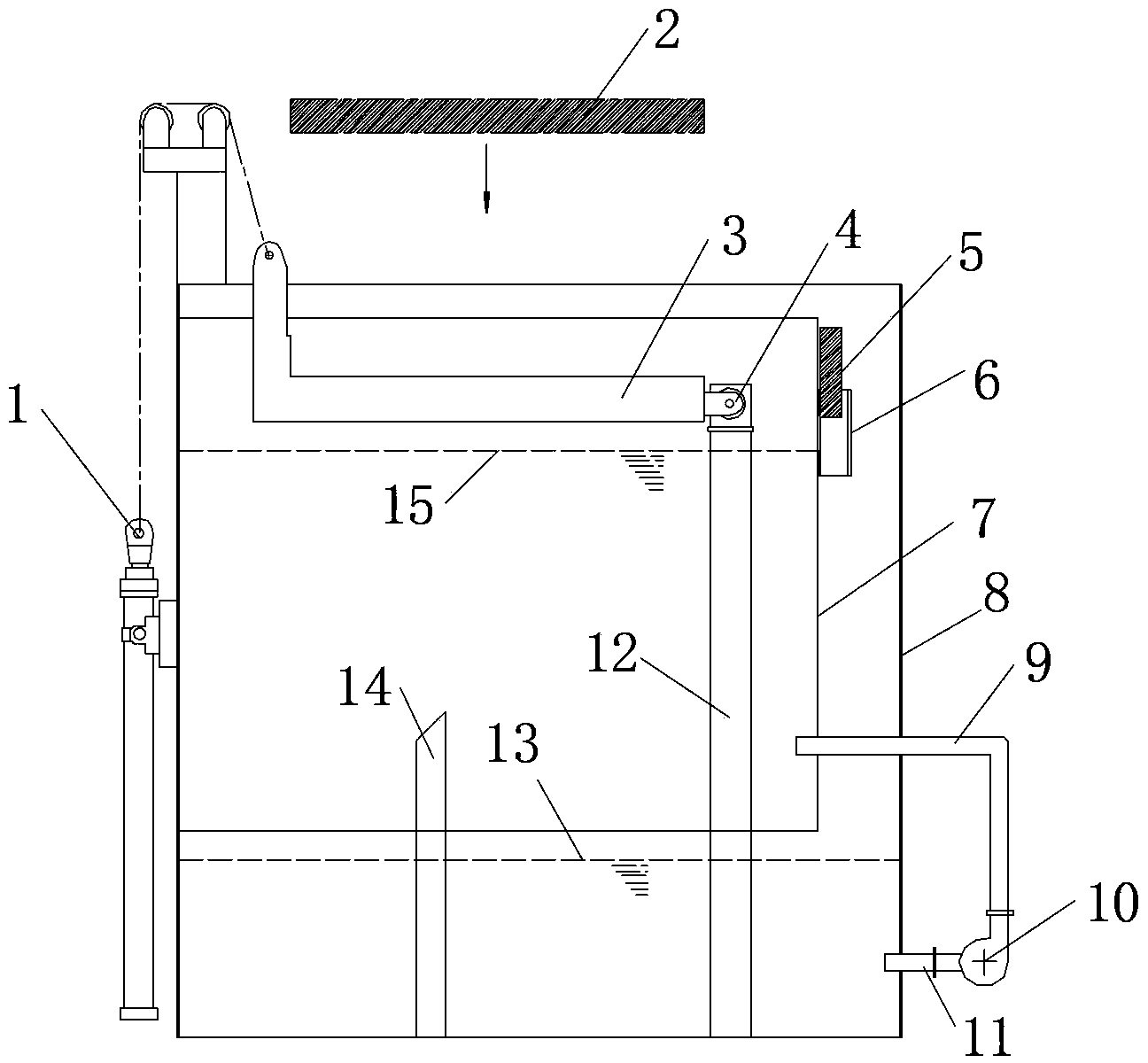
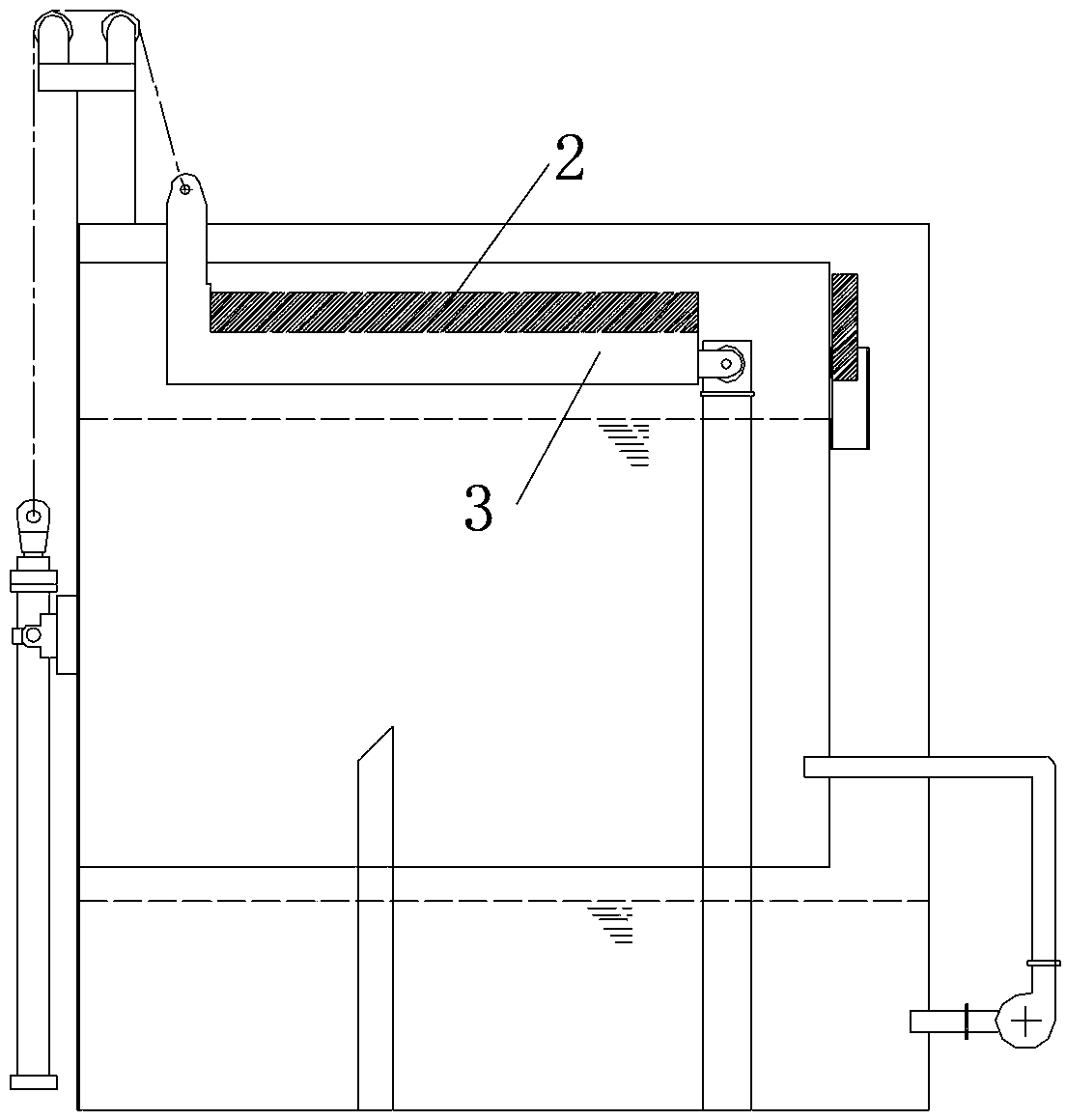
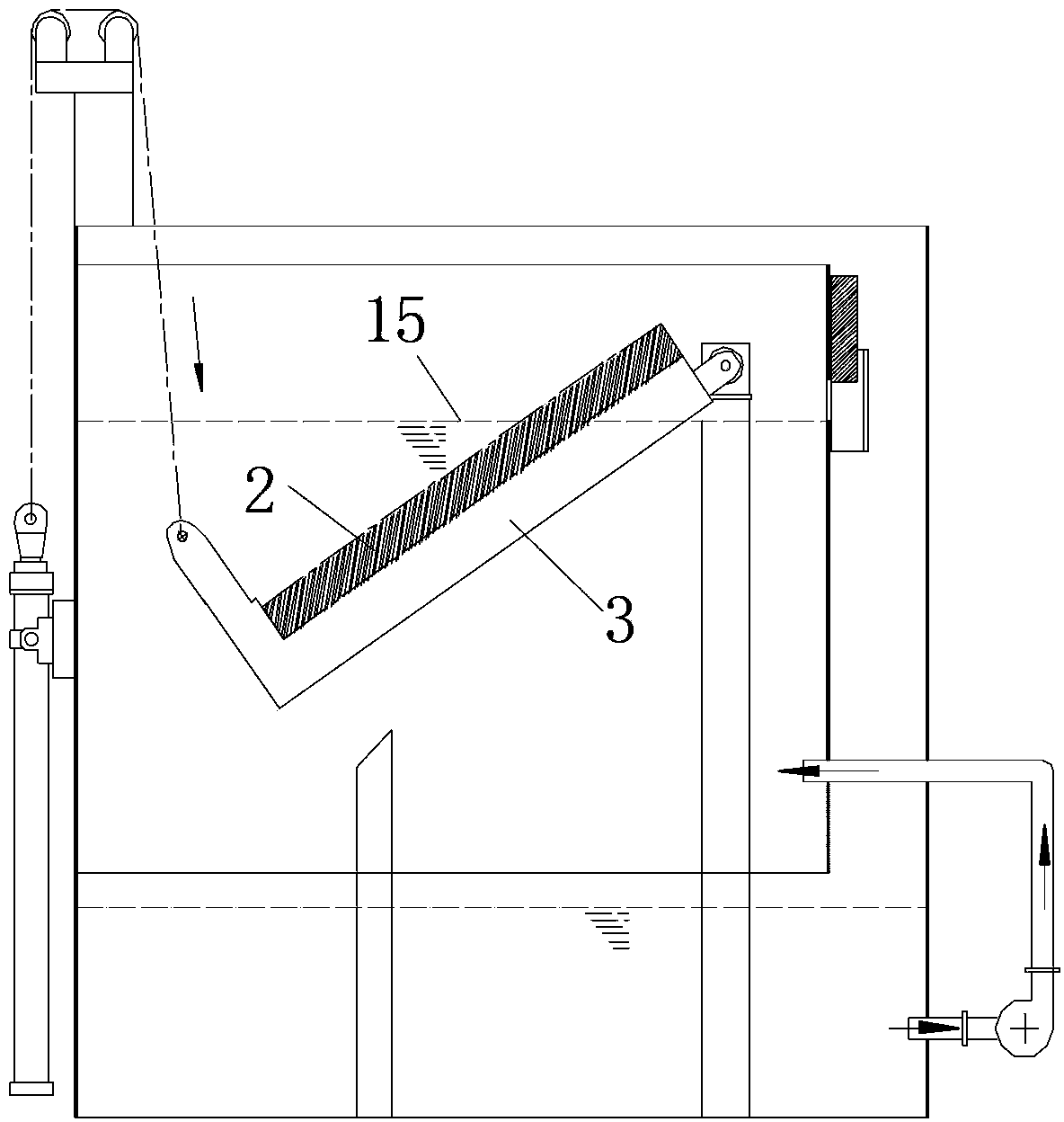
[0037] The steel plate quenching cooling equipment structure that present embodiment adopts is as follows figure 1As shown, it consists of a lifting drive device 1, a quenched steel plate 2, a material rack 3, a rotating shaft 4, a water discharge gate 5, a gate guide frame 6, an inn...
Embodiment 2
[0049] The product object processed in this example is a low-carbon steel plate with a length of 12000mm, a width of 3500mm, and a thickness of 150mm. It is required that the mechanical properties along the entire section after quenching and cooling be higher than the set value, and the amount of distortion must be controlled within a certain range.
[0050] Since the material of the quenched steel plate is low-carbon steel, cracking will not occur even under high cooling intensity, so the entire quenching and cooling process is completed by one-time immersion and liquid discharge.
[0051] The steel plate quenching cooling equipment structure that present embodiment adopts is as follows figure 1 As shown, it is the same as in Embodiment 1, consisting of a lifting drive device 1, a quenched steel plate 2, a rack 3, a rotating shaft 4, a water discharge gate 5, a gate guide frame 6, an inner tank body 7, an outer tank body 8, and a water injection pipe for the inner tank Road 9...
Embodiment 3
[0057] The product to be processed in this example is P20 plastic mold steel with a length of 7000 mm, a width of 2000 mm and a thickness of 500 mm. It is required to obtain martensite, lower bainite and a small amount of retained austenite along the entire cross-section after quenching and cooling.
[0058] In order to avoid cracking during the quenching process, the water-air alternate time-controlled quenching and cooling process is adopted, that is, the process of water quenching + air cooling + water quenching + air cooling + ... under the premise of strict control of time.
[0059] The steel plate quenching cooling equipment structure that present embodiment adopts is as follows figure 1 As shown, it is the same as in Embodiment 1, consisting of a lifting drive device 1, a quenched steel plate 2, a rack 3, a rotating shaft 4, a water discharge gate 5, a gate guide frame 6, an inner tank body 7, an outer tank body 8, and a water injection pipe for the inner tank Road 9, p...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More