

Electron Beam Non-penetrating Welding Method for Feed Components
A welding method and technology of feeder components, applied in electron beam welding equipment, welding equipment, metal processing equipment, etc., can solve the problem of welding deformation in the heat-affected zone with large output heat, uneven surface weld formation, high electron beam power density, etc. problems, to achieve the effect of eliminating "nail-shaped" defects and pores, improving welding strength and reliability, and avoiding welds that are too narrow
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0016] The present invention will be further illustrated in the following examples, which are only used to illustrate the present invention and not to limit the present invention.
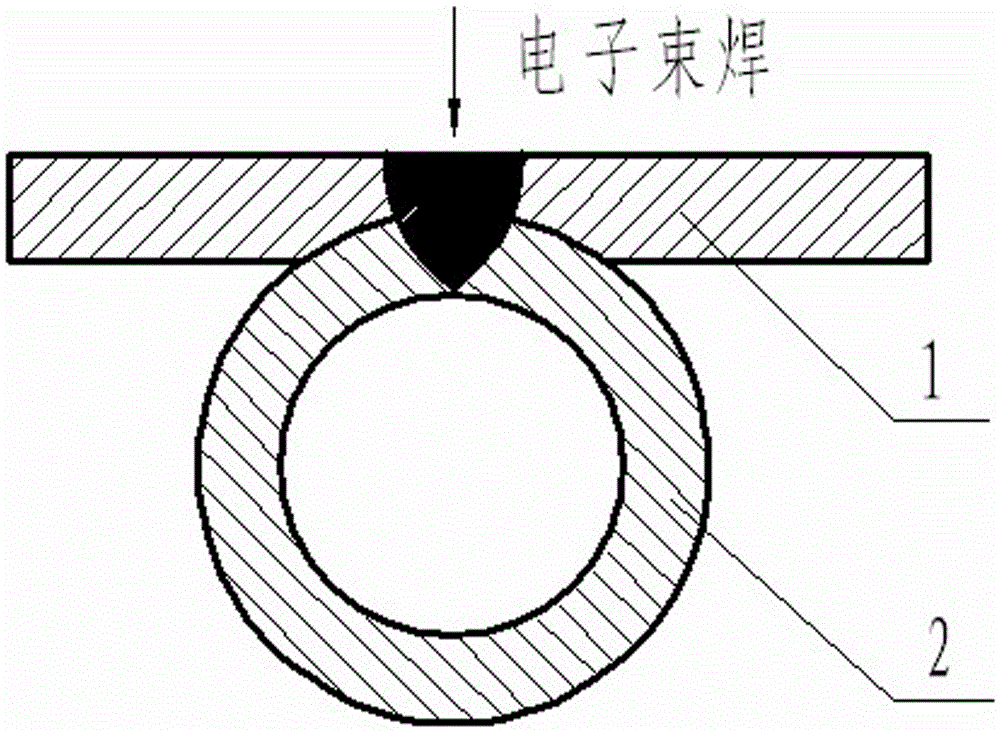
[0017] see figure 1 . The feed assembly consists of a feed sheet 1 and a bushing 2 below it. Electron beams can be used to penetrate and weld the upper feeder sheet and the lower casing into one body. The welding material is hard aluminum alloy, and the welding thickness is 1+1mm.
[0018] First, insert the acid-washed bushing into the equal-diameter groove of the fixture, install the feeder piece on the bushing, and use the rigid fixing method to use the pressure plate on the fixture to be "symmetrical at eight points on the left and right, and pressed up and down to fix it", so that the bushing Fit and press the feed piece, the pre-tightening force in the up and down direction is adjusted by the spring washer on the screw, a copper rod of equal diameter is inserted into the casing, and the two...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| surface smoothness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More