

Production method for big-thickness ultrawide DIWA353 steel plates
A production method and large-thickness technology, applied in the field of metallurgy, can solve problems affecting the surface quality of steel plates and the impact of use, and achieve the effects of good sensitivity to crack growth, guaranteed stability, and high thermal strength performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
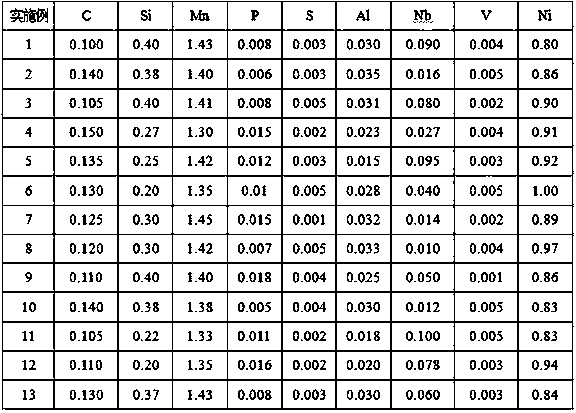
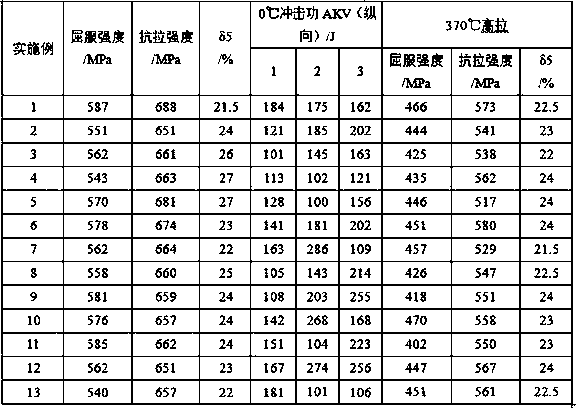
[0027] In this embodiment, the thick and ultra-wide DIWA353 steel plate has a thickness of 145 mm and a width of 3950 mm. The composition of the steel plate is shown in Table 1, and the mechanical properties of the steel plate are shown in Table 2. Concrete process steps are as follows:
[0028] (1) Smelting process: molten steel is first smelted in an electric furnace, sent to an LF refining furnace for refining, and fed with an Al wire of 400m / furnace. When the ladle temperature is 1600°C, it is vacuum treated in a VD furnace, and SiCa block 100kg / furnace is added before vacuuming. The temperature is 0.48 Torr, and the vacuum holding time is 30 minutes;
[0029] (2) Casting process: the casting temperature is 1545°C, and a 31T flat ingot mold is used for casting.
[0030] (3) Heating process: dry the furnace for 40 minutes before steel loading, and stew the steel for 65 minutes; use low-speed steel burning, the heating rate below 1000 °C is 110 °C / h, and the maximum heating...
Embodiment 2
[0036] In this embodiment, the thick and ultra-wide DIWA353 steel plate has a thickness of 150 mm and a width of 3750 mm. The composition of the steel plate is shown in Table 1, and the mechanical properties of the steel plate are shown in Table 2. Concrete process steps are as follows:
[0037] (1) Smelting process: molten steel is first smelted in an electric furnace, sent to an LF refining furnace for refining, and fed with an Al wire of 320m / furnace. When the ladle temperature is 1700°C, the vacuum treatment is carried out in a VD furnace, and SiCa block 96.0kg / furnace is added before vacuuming. Vacuum degree 0.49 Torr, vacuum holding time 40min;
[0038] (2) Casting process: the casting temperature is 1550°C, and a 45T flat ingot mold is used for casting.
[0039] (3) Heating process: dry the furnace for 35 minutes before steel loading, and stew the steel for 1 hour; use low-speed steel burning, the heating rate below 1000 °C is 100 °C / h, and the maximum heating temperat...
Embodiment 3
[0045] In this embodiment, the thickness of the large-thickness and ultra-wide DIWA353 steel plate is 140 mm, and the width is 4000 mm. The composition of the steel plate is shown in Table 1, and the mechanical properties of the steel plate are shown in Table 2. Concrete process steps are as follows:
[0046] (1) Smelting process: molten steel is first smelted in an electric furnace, sent to an LF refining furnace for refining, and fed with an Al wire of 500m / furnace. When the temperature of the ladle is 1650°C, it is vacuum treated in a VD furnace. The temperature is 0.5 Torr, and the vacuum holding time is 30 minutes;
[0047] (2) Casting process: the casting temperature is 1547°C, and a 31T flat ingot mold is used for casting.
[0048] (3) Heating process: dry the furnace for 45 minutes before steel loading, and stew steel for 80 minutes; adopt low-speed steel burning, the heating rate below 1000 °C is 120 °C / h, and the maximum heating temperature is 1260 °C; before tappin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Width | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More