

Production process for aluminum alloy window sectional material
An aluminum alloy profile and production process technology, applied in forming tools, metal processing equipment, metal extrusion control equipment, etc., can solve problems such as bending of aluminum alloy profiles, substandard straightness and flatness of aluminum alloy profiles, etc. Improved accuracy, guaranteed straightening effect, high plasticity effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0043] The present invention will be described in further detail below in conjunction with the accompanying drawings.
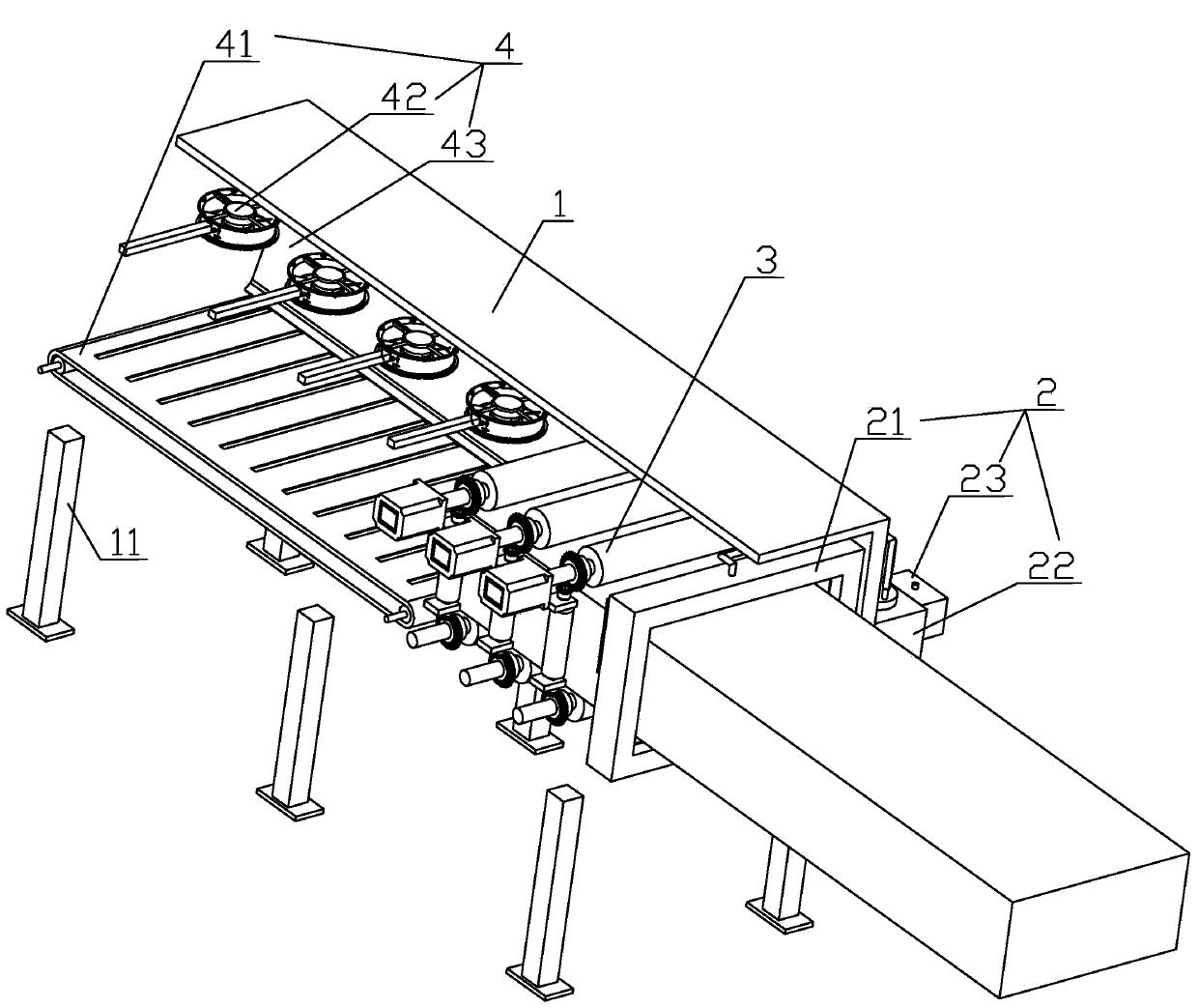
[0044] A production process of an aluminum alloy window profile, comprising the steps of:
[0045] A1. Ingot preparation: Aluminum alloy ingots are produced by smelting and casting;
[0046] A2. Soaking: Put the aluminum alloy ingot in a soaking furnace to improve the plasticity of the aluminum alloy ingot;
[0047] A3. Raw material preheating: use an induction heating furnace to heat the aluminum alloy ingot to 400°C to 450°C;
[0048] A4. Extrusion molding: Extrude aluminum alloy ingots with an extruder, place the aluminum alloy ingots in the extrusion barrel of the extruder, and the extruder squeezes the ingots in the extrusion barrel at an extrusion speed of 2m / min. The aluminum alloy ingot is extruded so that the aluminum alloy ingot in the extrusion cylinder is extruded toward the extrusion die and extruded from the die hole of the extrusion die. Duri...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More