

Processing method of lens cone inner wall die
A processing method and lens barrel technology, applied in the direction of electric processing equipment, metal processing equipment, manufacturing tools, etc., can solve the problems of high cost, high production cost, high cost, etc., and achieve the effect of low cost, material cost saving and consistent effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0039] Such as Figure 1-7 As shown, the present invention provides a method for processing a lens barrel inner wall mold, the method comprising:
[0040] S1: A hexagonal platform 11 is processed by wire cutting according to the size requirements. The upper end of the hexagonal platform 11 is thin and the lower end is thick, and there is a vertical convex rail 111 in the center of each side of the hexagonal platform. The cross-sectional shape of the protruding rail 111 is trapezoidal, the outer side close to the protruding rail 111 is the long side of the trapezoid, and the inner side close to the protruding rail 111 is the short side of the trapezoid.
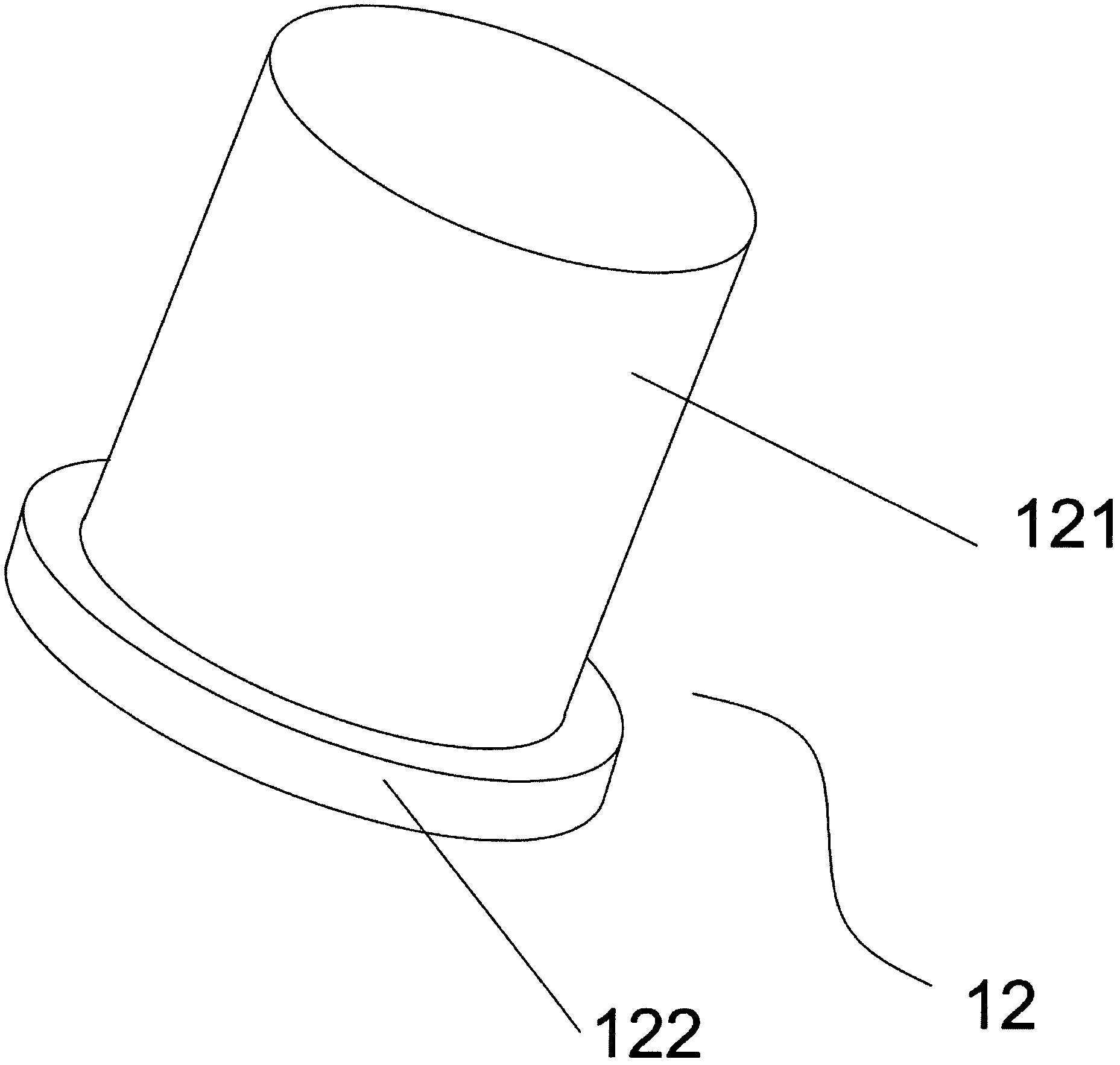
[0041] S2: According to the size requirements, two cylindrical mold blanks 12 with pallets are first processed by CNC machine tools. The cylindrical mold blanks include a cylindrical main body 121 and a disc-shaped pallet 122. The diameter of the cylindrical main body 121 is It is the same diameter as the cylindrical insert b...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More