A coiling control method for thin slab continuous casting and rolling to produce hot-formed steel
A thin slab continuous casting and hot-forming steel technology, applied in metal rolling, metal rolling, tool manufacturing, etc., can solve the problems of flat coils in hot-formed steel, reduce volume expansion, and increase coil tightness , Improve the effect of winding force
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
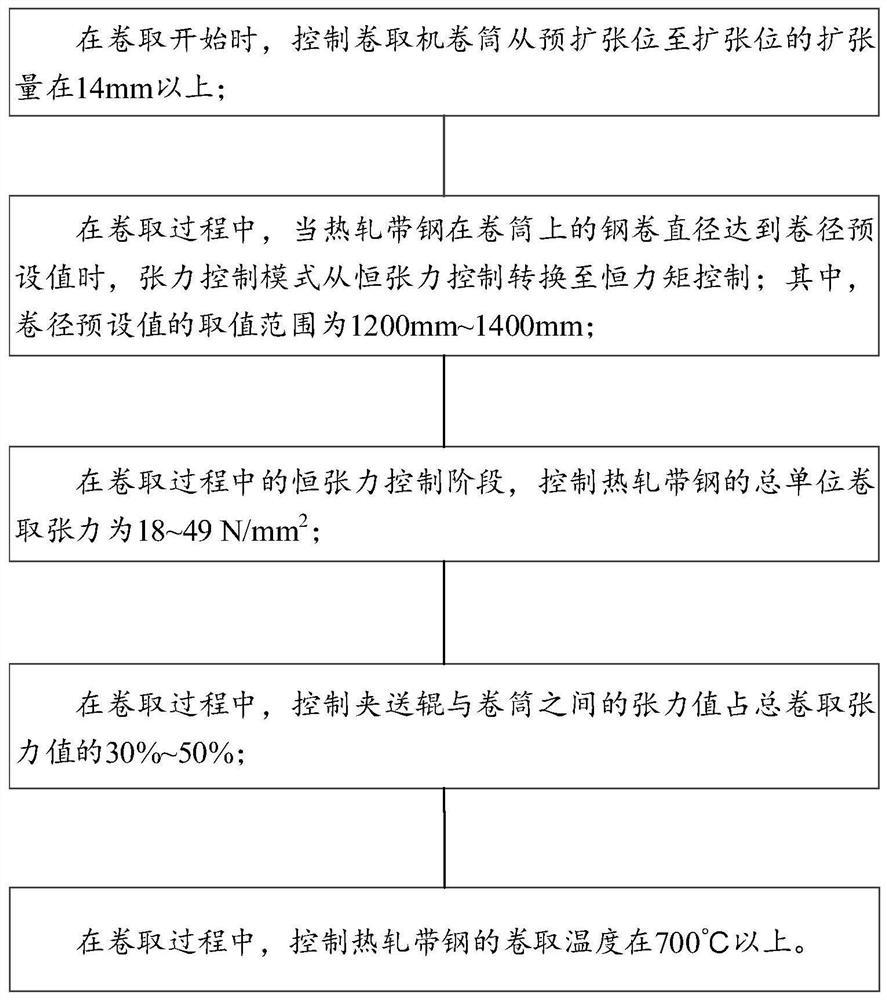
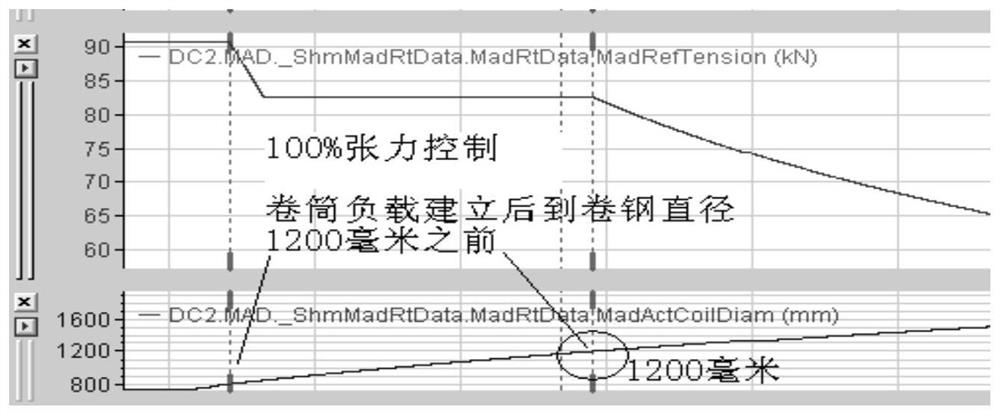
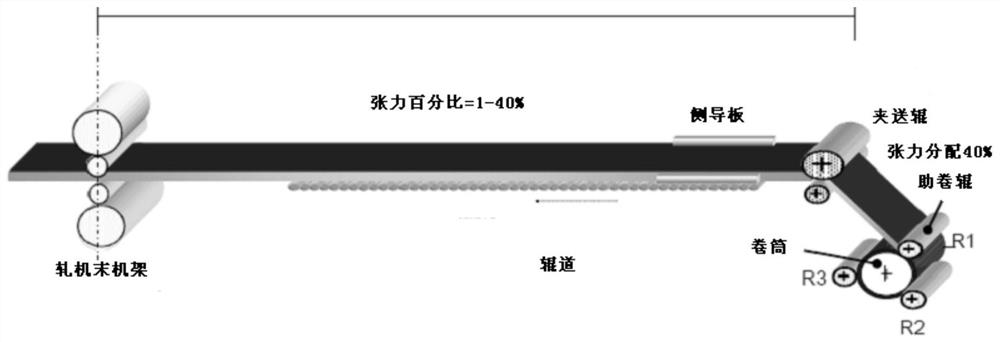
Method used
Image

Examples
Embodiment 1
[0082] Production of hot-formed steel BR1500HS with a thickness of 1.2mm, the actual control target values are shown in Table 2:
[0083] Table 2: 1.2mm BR1500HS control target value
[0084]
[0085] Control effect: There is no coiling and flat coiling problem throughout the year.
Embodiment 2
[0087] Production of hot-formed steel BR1500HS with a thickness of 1.4mm, the actual control target values are shown in Table 3:
[0088] Table 3: 1.4mm BR1500HS control target value
[0089]
[0090] Control effect: There is no coiling and flat coiling problem throughout the year.
Embodiment 3
[0092] To produce hot-formed steel BR1500HS with a thickness of 1.5mm, the actual control target values are shown in Table 4:
[0093] Table 4: 1.5mm BR1500HS control target value
[0094]
[0095] Control effect: There is no coiling and flat coiling problem throughout the year.
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More