

A copper/steel composite material connection method with a preset joint
A connection method and composite material technology, applied in the field of copper/steel composite material connection, can solve the problems of welding structure failure, reduce joint strength, etc., and achieve the effect of reducing welding difficulty, reducing the difference in thermophysical properties, and improving welding efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
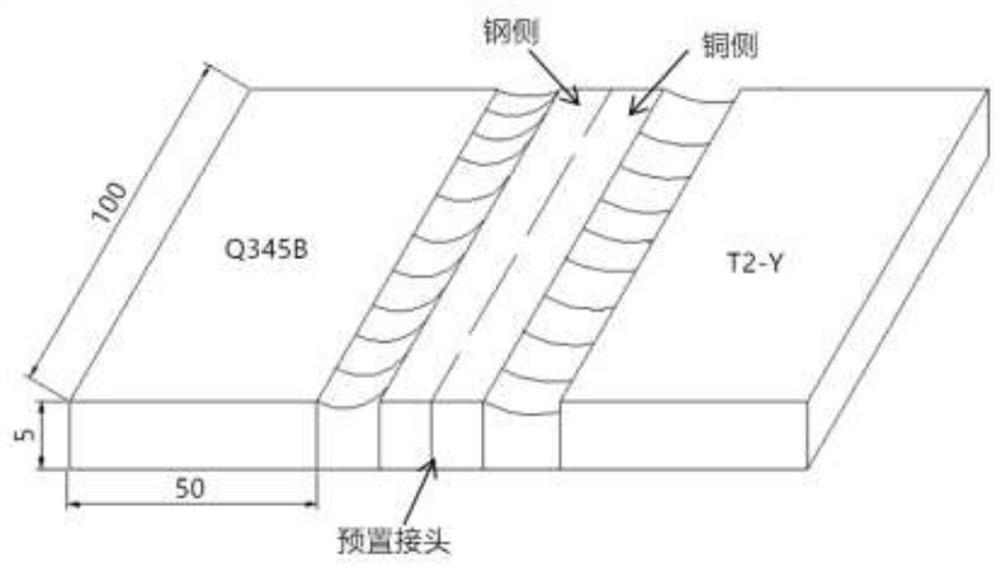
[0034] Step 1, prepare a preset joint with CHW50C6 carbon steel welding wire of φ1.2mm and S211 silicon bronze welding wire. A welding robot is used to complete the additive preparation of the preset joints. The joint specifications are 100 × 5 × 5 mm. Each material is surfacing with three layers, and each layer of weld bead must be polished with a wire brush to prevent inclusions. The specific additive preparation parameters are: ① Preparation of the steel side preset joint: the welding current is 190A, the welding voltage is 21V, the welding speed is 5mm / s, the volume fraction is 90% Ar + the volume fraction is 10% CO 2 The sum of the volume percentages of the above components is 100%, and the gas flow rate is 15L / min; ②Preparation of the copper side preset joint: The welding current is 210A, the welding voltage is 22V, the welding speed is 4mm / s, and the volume of the inert protective gas is Pure argon with a ratio of 99.99% and a flow rate of 15L / min.
[0035] Step 2: Cle...
Embodiment 2
[0038] Step 1, prepare a preset joint with CHW50C6 carbon steel welding wire of φ1.2mm and S211 silicon bronze welding wire. A welding robot is used to complete the additive preparation of the preset joints. The joint specifications are 100 × 5.5 × 5 mm. Each material is surfacing with three layers, and each layer of weld bead must be polished with a wire brush to prevent inclusions. The specific additive preparation parameters are: ① Preparation of the steel side preset joint: the welding current is 200A, the welding voltage is 22V, the welding speed is 5.5mm / s, the volume fraction is 90% Ar + the volume fraction is 10% CO 2The sum of the volume percentages of the above components is 100%, and the gas flow rate is 16L / min; ②Preparation of the copper side preset joint: The welding current is 220A, the welding voltage is 23V, the welding speed is 4.5mm / s, and the inert protective gas is The volume percentage of pure argon is 99.99%, and the flow rate is 16L / min.
[0039] Step ...
Embodiment 3
[0042] Step 1, prepare a preset joint with CHW50C6 carbon steel welding wire of φ1.2mm and S211 silicon bronze welding wire. A welding robot is used to complete the additive preparation of the preset joints. The joint specifications are 100 × 6.5 × 5 mm. Each material is surfacing with three layers, and each layer of weld bead must be polished with a wire brush to prevent inclusions. The specific additive preparation parameters are: ① Preparation of the steel side preset joint: the welding current is 205A, the welding voltage is 23.5V, the welding speed is 6.5mm / s, the volume fraction is 90% Ar+ The volume fraction is 10% CO 2 The sum of the volume percentages of the above components is 100%, and the gas flow rate is 16L / min; ②Preparation of the copper side preset joint: the welding current is 235A, the welding voltage is 25V, the welding speed is 5mm / s, and the volume of the inert protective gas is The percentage of pure argon is 99.99%, and the flow rate is 16L / min.
[0043...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More