

Method for manufacturing intermediate formed body of driven gear of rear axle of small and medium-sized automobile
A technology for automobile rear axles and driven gears, which is applied in the directions of wheels, vehicle parts, transportation and packaging, etc. It can solve the problems of poor mechanical properties of intermediate forming bodies, poor mechanical properties of driven gears, and damage to metal fiber structures, etc., to achieve production High efficiency, avoid folding, and improve the effect of mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0053] The present invention will be further described below in conjunction with the accompanying drawings and specific embodiments.
[0054] A method for manufacturing an intermediate formed body of a rear axle driven gear of a small and medium-sized automobile, comprising the following steps:
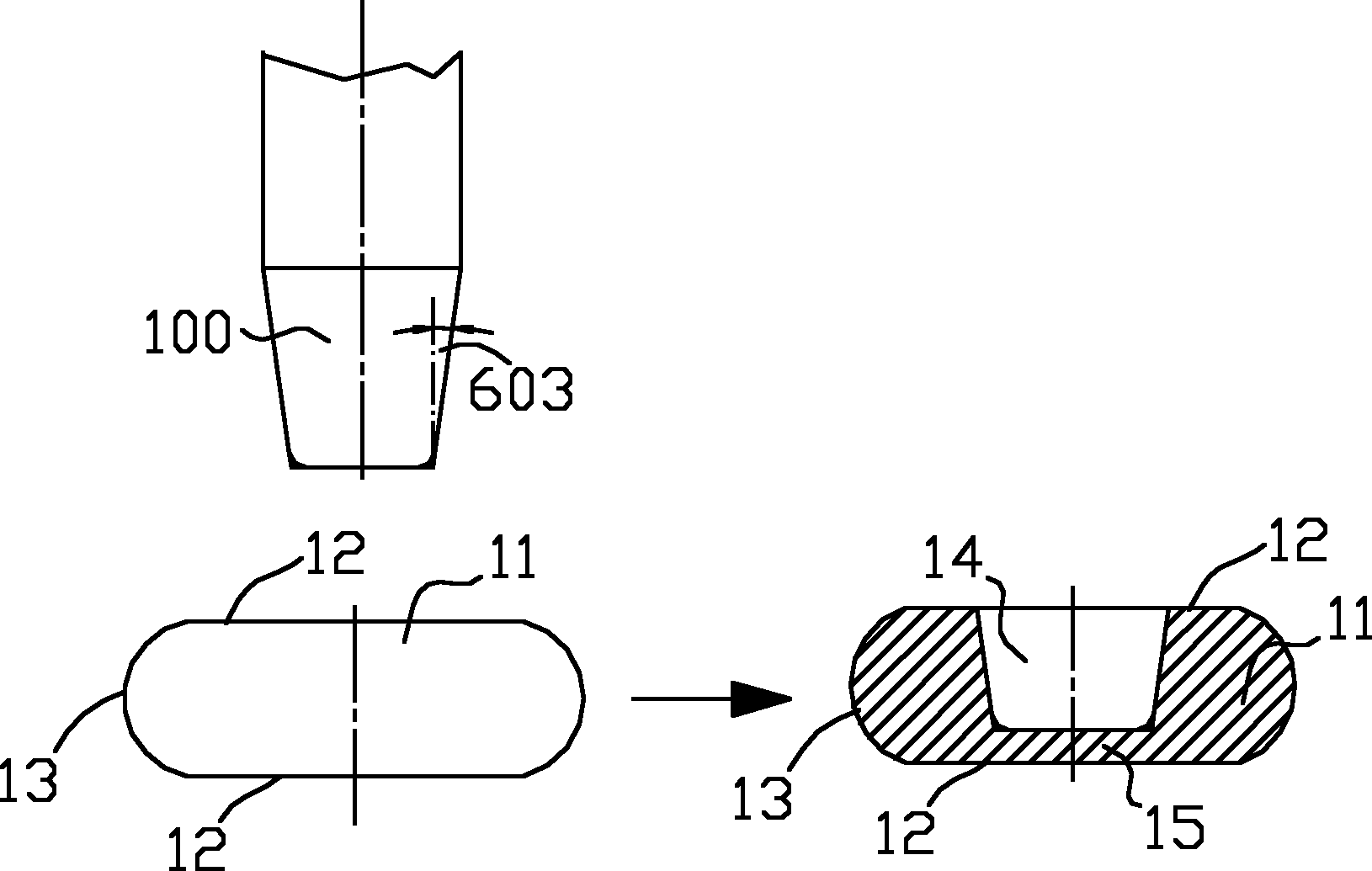
[0055] A. The blank is formed into a workpiece 11 through an upsetting step, and the height of the workpiece 11 is H5;
[0056] B, the workpiece 11 that step A obtains is placed on the punching station that is provided with conical punch 100, as figure 1 As shown, a frustum-shaped punching hole 14 and a punching skin 15 are formed on the workpiece 11 by a punch 100. The height of the punching skin 15 is greater than 0 and less than 6 mm, and the cone angle of the punch 100 is A3 Angle 603, the diameter of the small end of the punch 100 is d5, and the preferred mode of d5 is 45mm;
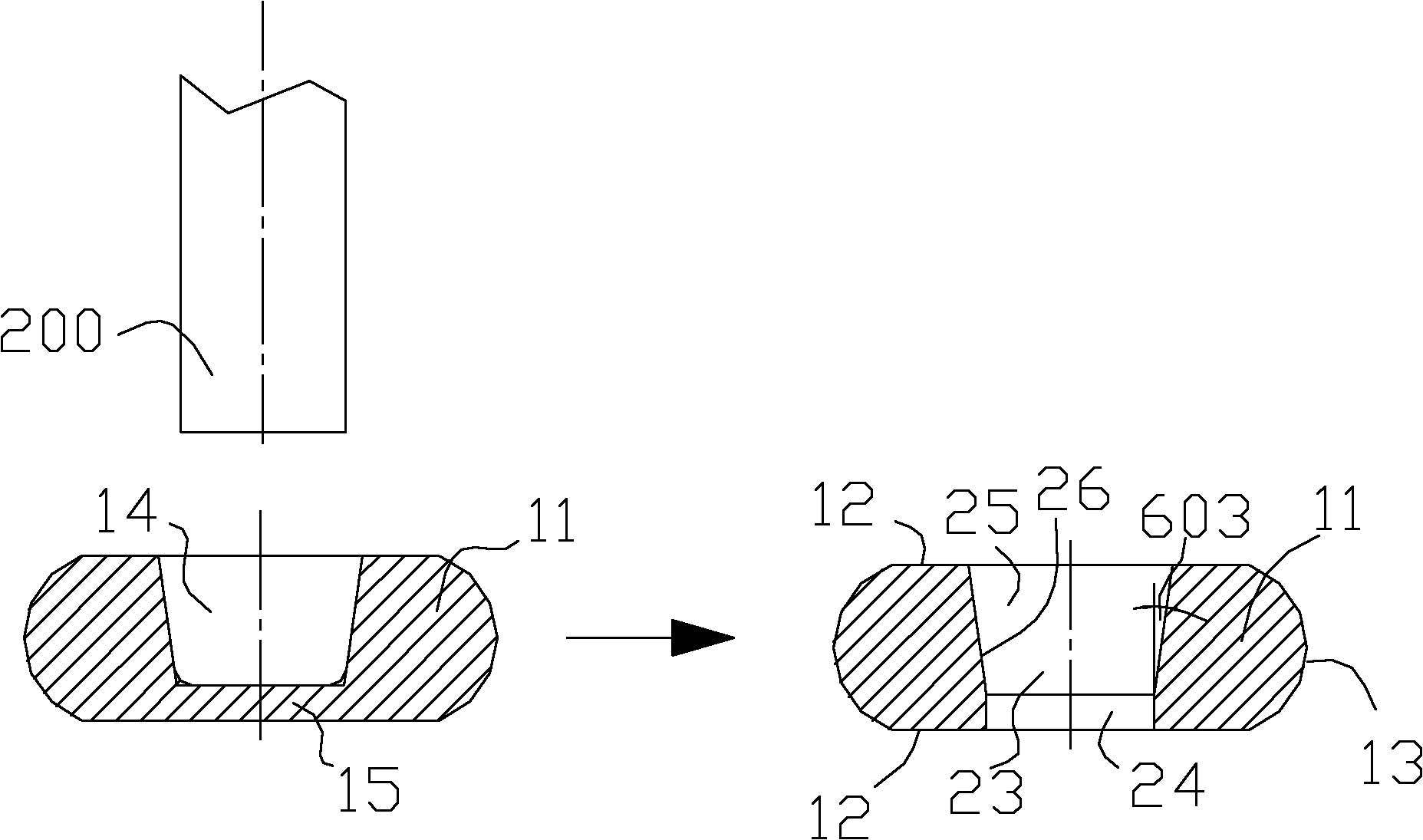
[0057] C, place the workpiece 11 again on the punching and peeling station provided with a cylindrical...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More