Slot part forming method for pipe
A technology for pipes and grooves, which is applied in the field of groove forming of pipes and can solve problems such as difficult-to-form grooves
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 approach
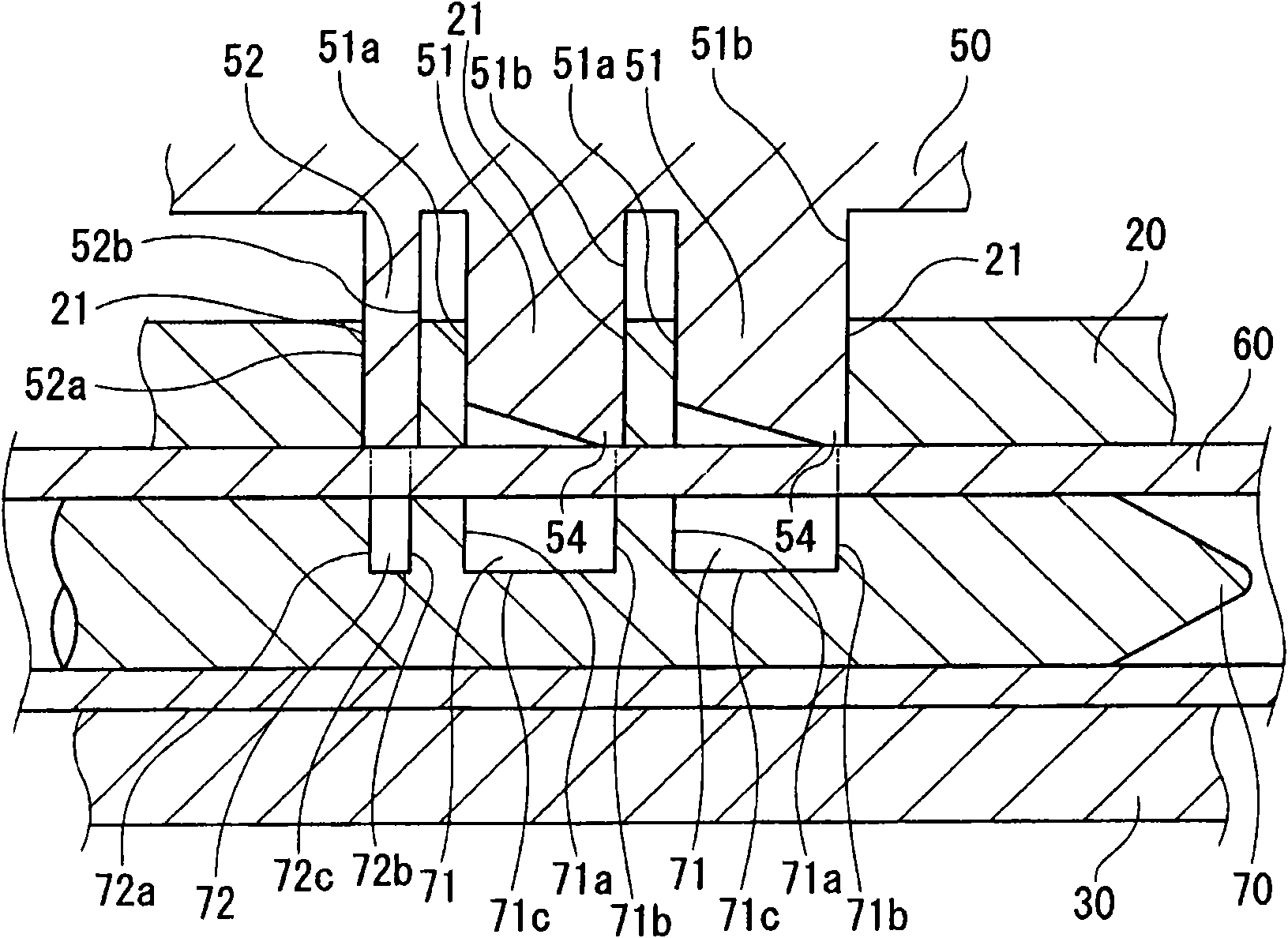
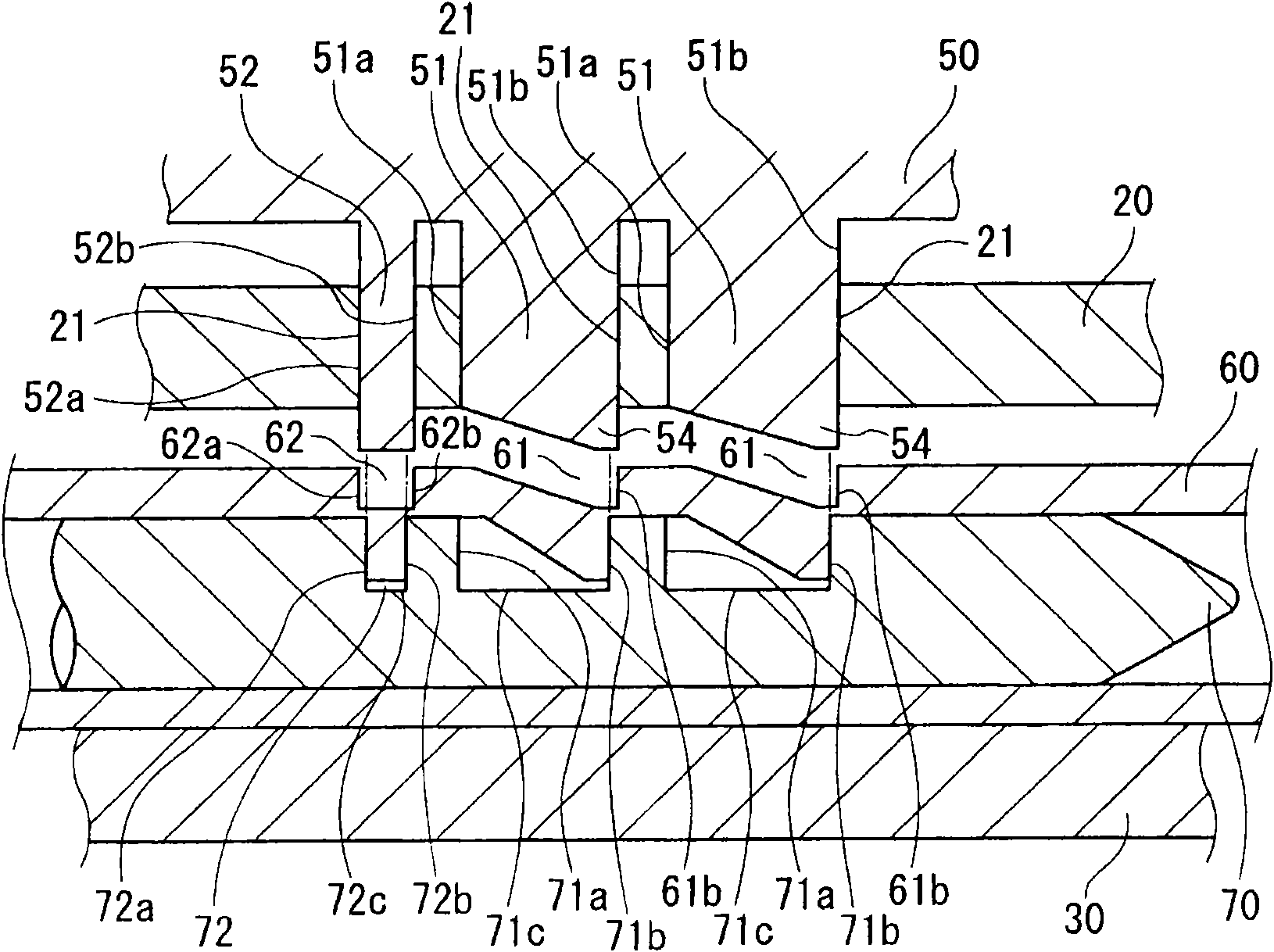
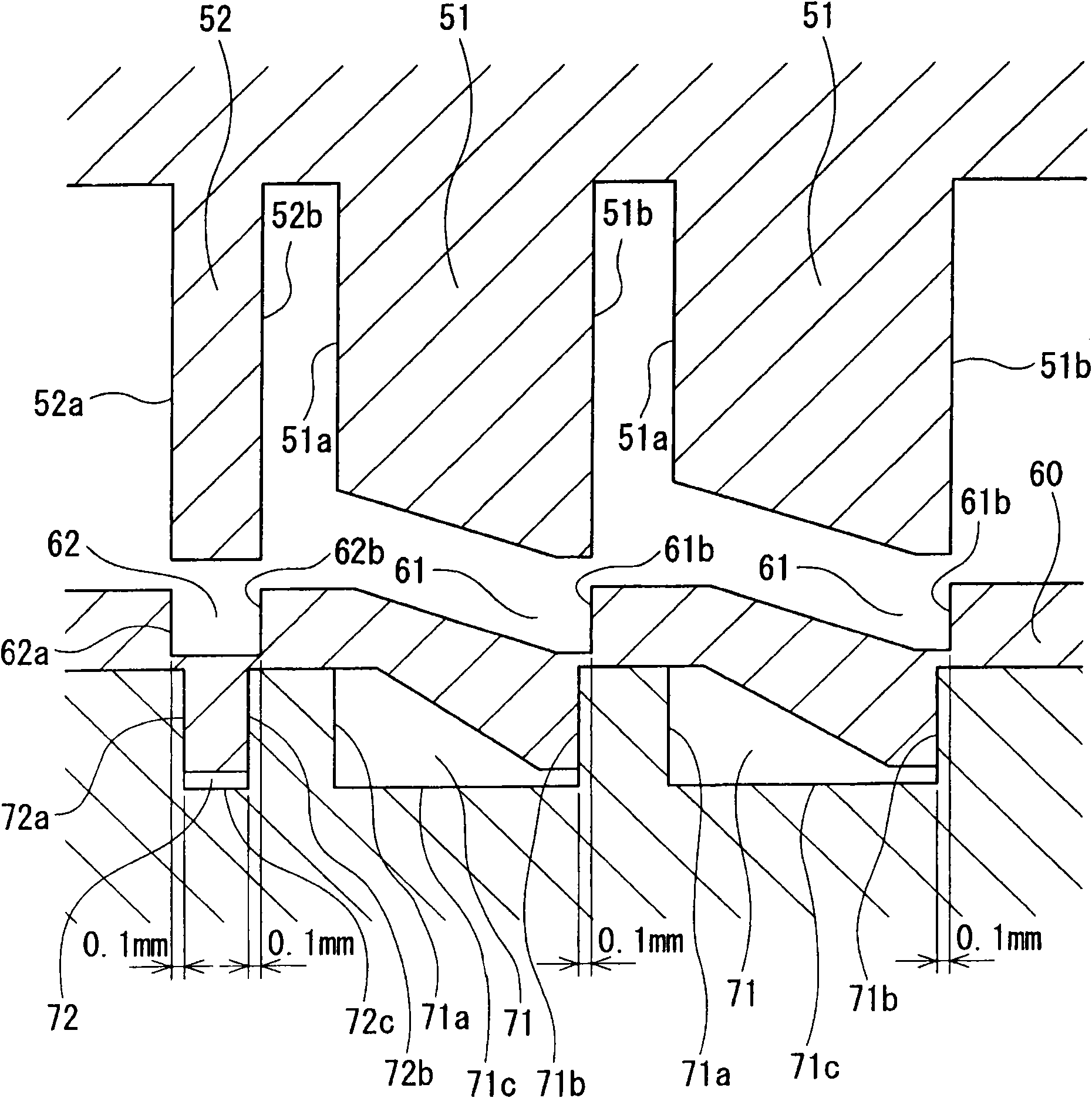
[0096] refer to Figure 1 to Figure 5 , the groove portion forming method of the pipe material 60 according to the first embodiment of the present invention will be described.
[0097] In this groove forming method of the pipe material 60 , the pipe material 60 and a die for punching the pipe material 60 are used. Furthermore, the die includes an upper die 20 , a lower die 30 , a female die 70 , and a male die 50 corresponding to the female die 70 , and is characterized by the positional relationship between the female die 70 and the male die 50 .
[0098] The tubing 60 is composed of Figure 14 The part of the foot of the headrest of the motor vehicle shown has a wall thickness of 1.5 mm. Further, two types of groove portions, namely, an inclined groove 61 and a rectangular groove 62 are formed in the headrest pipe material 60 .
[0099] The inclined groove 61 is a groove whose right inner wall 61b is perpendicular to the axial direction of the headrest pipe material 60 an...
no. 2 approach
[0119] Next, refer to Figure 7 and Figure 8 , the groove portion forming method of the pipe material 60 according to the second embodiment of the present invention will be described. In addition, the same code|symbol is attached|subjected to the same part as 1st Embodiment.
[0120] The difference between this embodiment and the first embodiment lies in the press-in blades 81, 82 of the male die 80 and the part of the accompanying die, and other structural elements are the same as those of the first embodiment.
[0121] Between the upper mold 20 and the male mold 80, and between the upper mold 20 and the lower mold 30, coil springs 90, 91 are provided as buffer members, respectively.
[0122] The male die 80 has a first press-in edge 82 corresponding to the recessed portion 72 and a second press-in edge 81 corresponding to the wide recessed portion 71 . Here, the first press-in blade 82 of the male die 80 is a short cylindrical cylindrical blade 82 rotatably attached arou...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com