Unlock instant, AI-driven research and patent intelligence for your innovation.
Method for setting parameters of roller straightening process for optimizing head and tail straightening
What is Al technical title?
Al technical title is built by PatSnap Al team. It summarizes the technical point description of the patent document.
A roll-type straightening and setting method technology, which is applied in the fields of electrical digital data processing, special data processing applications, instruments, etc., can solve the problems of unguaranteed straightening quality, complex roll structure, deviation, etc.
Active Publication Date: 2019-10-29
TAIYUAN UNIVERSITY OF SCIENCE AND TECHNOLOGY
View PDF6 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
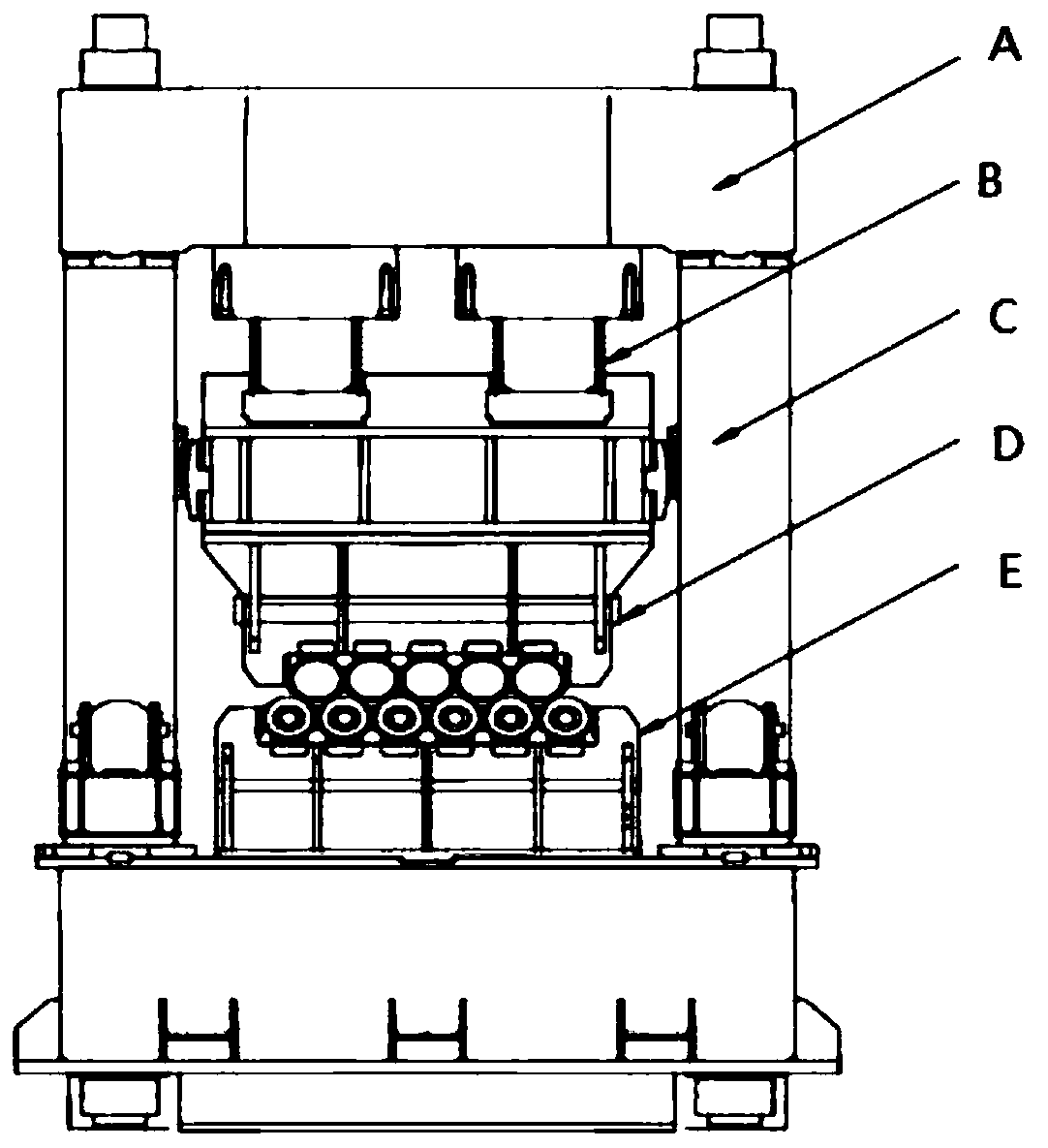
Straightening machine mechanical structure such as figure 1 As shown, the straightening roller is connected to the pressing device through the roller system box, and then acts on the frame and beam, and the structure of the roller system is complex
During the biting process when the head of the board enters the roller system, and the flicking process when the tail of the board leaves the straightening machine, the force changes, and the frame bounces to different degrees, resulting in the reduction during the bite and the tail flicking reduction. There is a large deviation in the setting process, resulting in a large number of plate shape defects in the head and tail of the plate during the straightening process
The difficulty of the straightening process is that the shape defects at the head and tail of the plate are difficult to eliminate, and the straightening quality cannot be guaranteed
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment Construction
[0077] Now take a metal plate whose length, width, and thickness are 10 meters, 2 meters, and 0.3 meters respectively as an example to illustrate the implementation process. First, through the temperature sensor installed in front of the straightening machine, the temperature value of the plate to be straightened is measured to be 550°C. According to the temperature value, σ can be obtained S , and elastic modulus E see the table below
[0078]
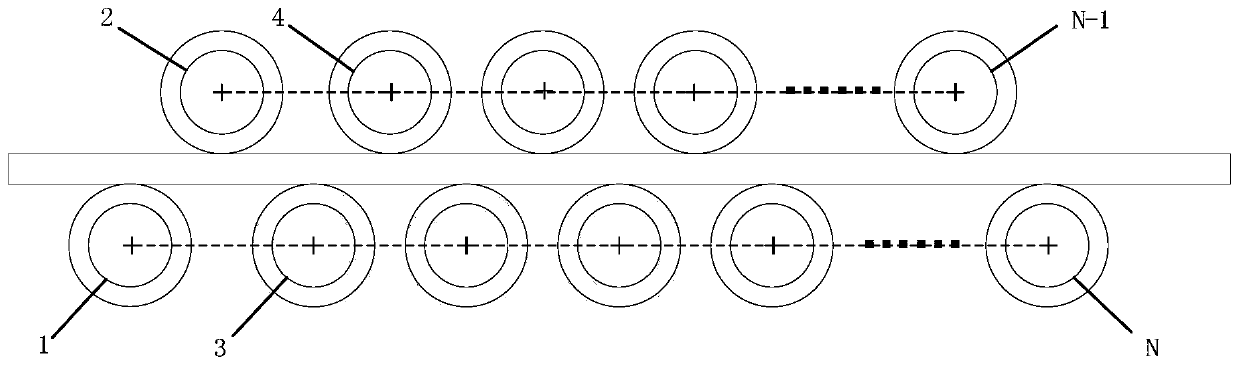
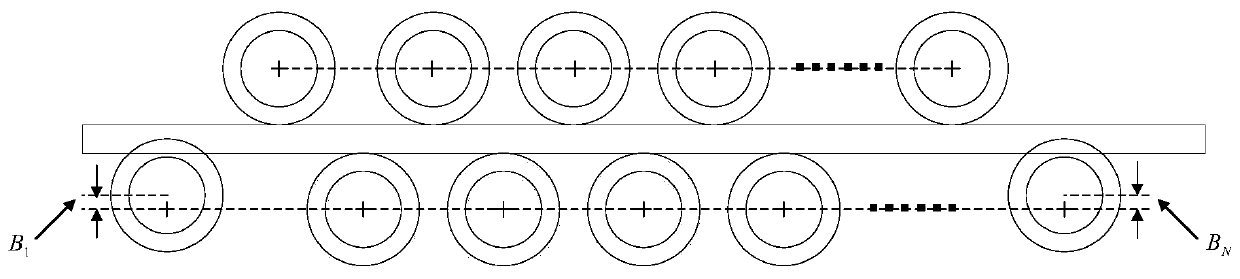
[0079] 1. Construct the straightening process description space, and determine the scope of the space: the reduction S of the first roller in the upper row 2 , the value range is 0 to 5 times the elastic curvature value Corresponding reduction; reduction S of the last roller in the upper row N-1 The value range is 0 to 1.5 times the elastic curvature value Corresponding reduction; front roller position value B 1 Value range -25~+25mm and rear roller position value B N The value range is -25~+25mm. According to the reductio...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
The invention discloses a roller type straightening technological parameter setting method for optimizing head and tail part straightening and belongs to the field of plate straightening. The roller type straightening technological parameter setting method is characterized by comprising the following steps: 1, constructing a straightening technology description space including S2, S<N-1>, B1 and BN; 2, given S2, S<N-1>, B1 and BN, calculating the rolling reduction of each roller; 3, calculating the compensation dosage K of bouncing; 4, wherein the middle rolling reduction of a straightened plate is equal to the theoretical calculating value, according to an edge roller, correcting (refer to the Specification) to obtain a residual curvature; 5, during the plate biting process, an upper roller system Sj2=S2+K...Sj10=S10, obtaining the rolling reduction of each roller, and correcting S2' and S<N-1>' to obtain the residual curvature of the plate head position; 6, during the plate tail drifting process, S'j2=S2...S'j10=S10+K, obtaining the rolling reduction of each roller, correcting S2' and S<N-1>', and calculating the residual curvature of the plate tail; 7, comparing the residual curvatures of the plate head, plate middle part and the plate tail, and taking the largest residual curvature as the quality evaluation residual curvature CR after plate straightening under the setting value of the technology; and 8, calculating to obtain CR in each technology, comparing all CR to obtain the smallest value, enabling the smallest value to be equal to CF and taking CF as the optimal residual curvature of the plate under the setting of all straightening technologies.
Description
technical field [0001] The invention belongs to the technical field of plate straightening, and in particular relates to a method for setting parameters of a roller straightening process for optimizing head and tail straightening. Background technique [0002] At present, the roller straightening process of the plate is to repeatedly bend the plate through the longitudinally staggered roller system, so as to release the internal stress and improve the shape of the plate. Straightening machine mechanical structure such as figure 1 As shown, the straightening roller is connected to the pressing device through the roller system box, and then acts on the frame and beam, and the structure of the roller system is complex. During the biting process when the head of the board enters the roller system, and the flicking process when the tail of the board leaves the straightening machine, the force changes, and the frame bounces to different degrees, resulting in the reduction during ...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.
Login to View More
Patent Type & Authority Patents(China)
IPC IPC(8): B21D1/02G06F17/50
CPCB21D1/02G06F30/17
Inventor 胡鹰闫建云王效岗程艳郝建军郝玺柴文婷
Owner TAIYUAN UNIVERSITY OF SCIENCE AND TECHNOLOGY

 Login to View More
Login to View More  Login to View More
Login to View More