

Assembly method of positioning chock for ensuring gap at root parts butt jointing tubes in use for welding
A root gap and butt joint technology, applied in welding equipment, auxiliary welding equipment, welding/cutting auxiliary equipment, etc., can solve problems such as difficulty in ensuring assembly clearance, damage to the base material on both sides of the groove, and insufficient positioning rigidity, etc., to achieve Significant positioning effect, easy removal of fixation, and improved welding quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] The assembly method for ensuring the root clearance of pipe butt joints with positioning plugs for welding, including:
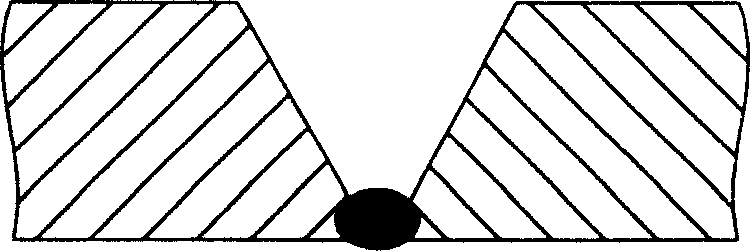
[0032] According to the pipe wall thickness δ=16mm, U-shaped groove can be used according to δ>15mm in Table 1 (see Figure 5), and the U-shaped groove 1 is processed at the joint of the two pipes, and the U-shaped groove 1 groove surface Angle β is 16°, root blunt edge P is 2.2mm;
[0033] The pipe is made of stainless steel, and the same material as the pipe is used to process the positioning plug 2 with the same size as the cross-section of the U-shaped groove 1;
[0034] According to the larger diameter of the pipe, four positioning plugs 2 are used for positioning, and the four positioning plugs 2 are arranged along the U-shaped bevel 1 of the pipe circumference in quarters, and the positioning plugs 2 are connected with the U-shaped grooves of the two pipe joints. The two sides of the groove 1 are fixed by argon tungsten arc welding spot welding...
Embodiment 2
[0037] The assembly method for ensuring the root clearance of pipe butt joints with positioning plugs for welding, including:
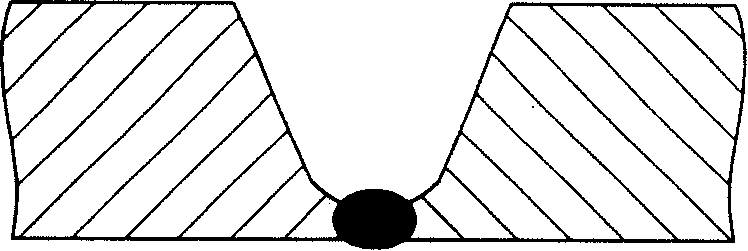
[0038] According to the pipe wall thickness δ=10mm, V-shaped grooves can be used according to 3≤δ≤15m in Table 1 (see Figure 6), and V-shaped grooves 4 are processed at the joints of the two pipes, and the V-shaped grooves 4 The included angle is 60°, and the blunt edge P at the root is 1mm;
[0039] The pipe is made of stainless steel, and the same material stainless steel is used to process the positioning plug 5 with the same size as the cross-section of the V-shaped groove 4;
[0040] According to the small diameter of the pipe, three positioning plugs 5 are used for positioning, and the three positioning plugs 5 are arranged along the upper thirds of the V-shaped groove 4 of the pipe circle, and the positioning plugs 5 are aligned with the outer circles of the two pipe joints It is fixed by argon tungsten arc welding spot welding, and the spot w...
Embodiment 3
[0043] The assembly method for ensuring the root clearance of pipe butt joints with positioning plugs for welding, including:
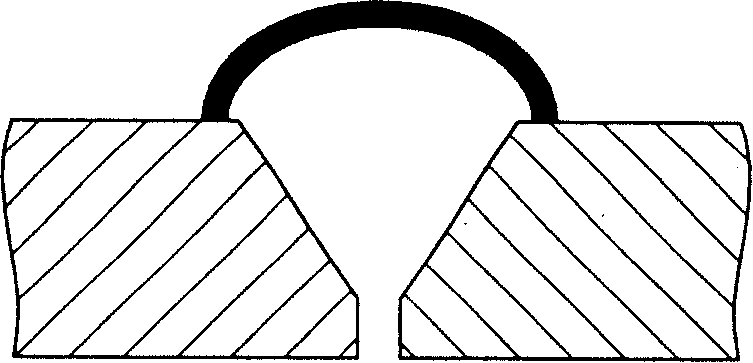
[0044] According to the pipe wall thickness δ=2.5mm, I-shaped grooves can be used according to δ<3mm in Table 1 (see Figure 7), and I-shaped grooves 7 are processed at the joints of the two pipes;
[0045] The pipe material is copper-nickel alloy, and the same material copper-nickel alloy is used to process the positioning plug 8 with the same size as the section of the I-shaped groove 7;
[0046] According to the small diameter of the pipe, two positioning plugs 8 are used for positioning, and the two positioning plugs 8 are arranged in half along the I-shaped groove 7 of the pipe circumference, and the positioning plugs 8 and the outer circles of the two pipe joints are used. Argon tungsten arc welding is fixed by spot welding, and the fixed welding seam 9 of the spot welding is 10mm long, ensuring that the root gap b=2mm meets the requirements of t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More