

Process for assembling and spot welding of circular seams of tank body of container
A technology for containers and tanks, which is applied in the field of non-destructive assembly of containers and tanks, can solve problems such as affecting the internal and external quality of products, increasing production costs, and damage to base materials, and achieves consistent specifications, remarkable effects, and operability. strong effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0032] Below in conjunction with figure and preferred embodiment, to the specific implementation mode that provides according to the present invention, feature is described in detail as follows:
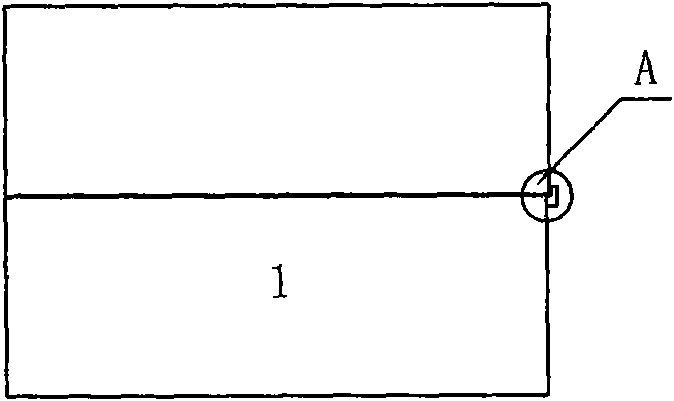
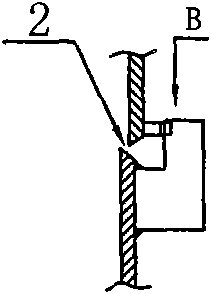
[0033] Such as Figure 1-1 to Figure 7-3 Shown, a kind of technology that is used for container tank girth assembly spot welding, (taking small and medium-sized tank body as example) specific implementation steps include:
[0034] (1) First, cut the container tank body sheet, and the expanded size of each tank body sheet is strictly controlled within the specification error requirements to ensure the accuracy of production; the specification error varies with the specific tank body size, and the specific error The parameters are also different; usually according to the "People's Republic of China Industry Standard HG20584-1998": perimeter tolerance: for outer diameters less than or equal to 650mm, the perimeter (outer) tolerance is ±5mm; for outer diameters greater than 650mm, the to...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More