

Simple method for deformation control during carburizing and quenching of large-diameter heavy-duty gears
A technology of carburizing and quenching and deformation control, which is applied in the direction of manufacturing tools, coatings, furnace types, etc., can solve the problems of large amount of deformation and high scrap rate during carburizing and quenching, and achieve high precision of deformation control, simple operation and low equipment cost Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0032] Steel parts made of 20CrMnTi
[0033] Part name: gear a, b
[0034] Material: 20CrMnTi
[0035] Technical requirements: carburized layer depth ≥ 1.5mm
[0036] Tooth surface hardness HRC55-60
[0037] Hardness in quenching depth: 550HV1
[0038] Main dimensions of gears (Table 1)
[0039] Table 1 Main dimensions of gears
[0040]
workpiece
modulus
(m)
Pitch circle
diameter
d(mm)
Addendum circle
diameter
da(mm)
Web thickness
Degree c(m)
tooth width
b(mm)
dh(mm)
gear a
6
φ370
φ384
20
66
φ90
[0041] gear b
6
φ354
φ366
20
60
φ90
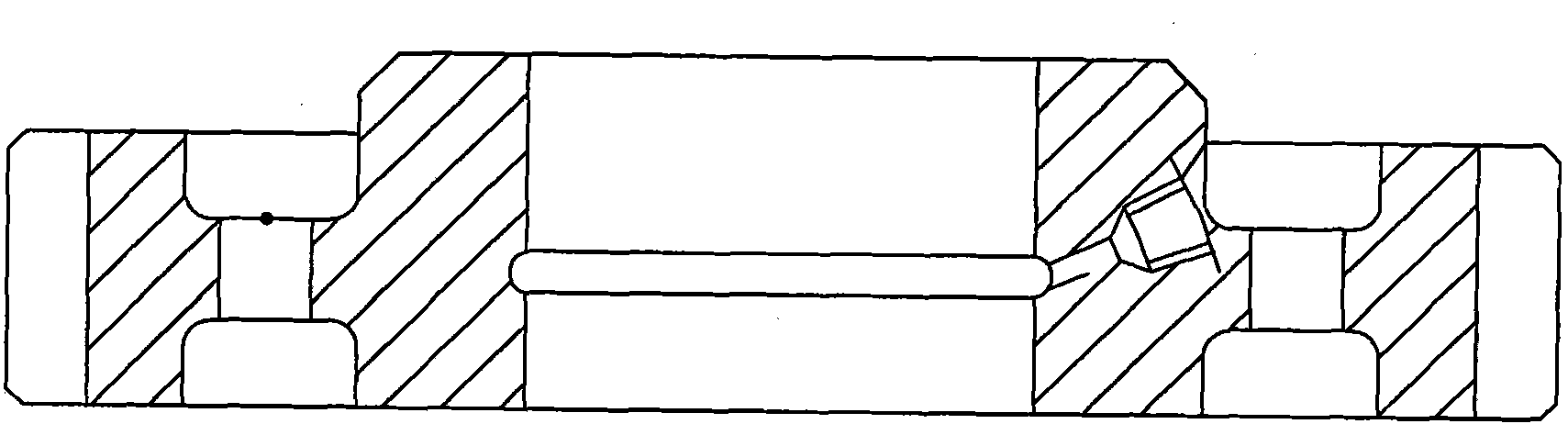
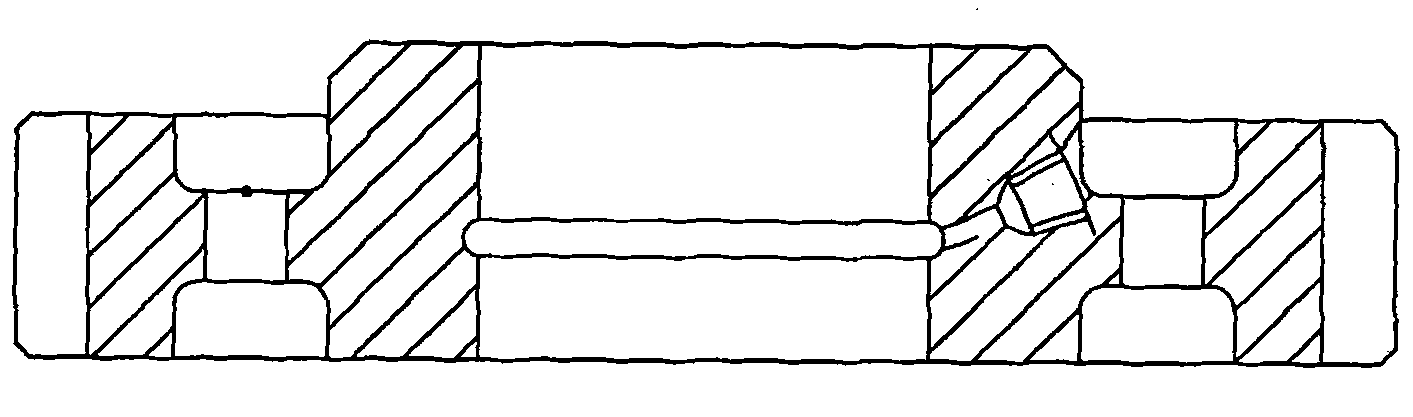
[0042] The following process measures are adopted: normalizing the gear forging blank (940-950℃×2.5h) → carburizing the workpiece in direction A (920℃×8-9h) → normalizing in direction B (880℃×1.5h- 2h)→static oil quenching ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More