

White craft paper and production method thereof
A technology for surface ox card and ox card paper, applied in the field of papermaking, can solve the problem of high production cost, and achieve the effects of low production cost, improved smoothness, and fine paper surface
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
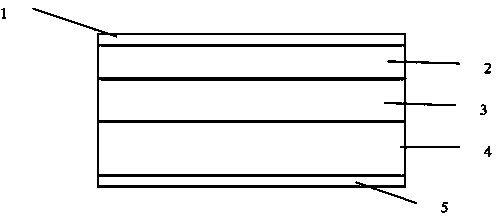
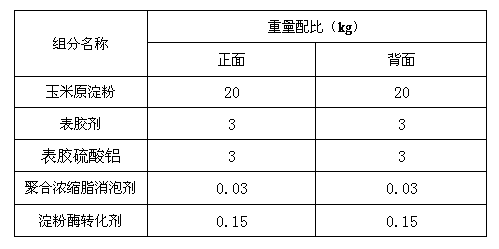
[0029] (1) Prepare the surface layer, core layer and bottom layer slurry according to the ratio in Table 1;
[0030] (2) Transport each layer of slurry to the headbox of the paper machine through its own feeding system, and put each layer of slurry with a concentration of 0.3~1.0% on the Internet to form a wet paper sheet; Composite and high-vacuum suction, made into 24% dryness base cardboard, sent to the press section for pressing;
[0031] (3) After forming the raw cardboard with a dryness of 24%, it will be dehydrated by two shoe presses. After the dryness reaches more than 48%, it will be dried in the front drying section; the pressing line pressure is: one press 800KN / M, Two pressure 1000KN / M;
[0032] (4) The paper web dried by the front drying section enters the surface sizing machine with a dryness of 90~92% for front and back film sizing, and the base paper after sizing is post-dried for re-baking Dry to 92% dryness, enter hard calendering; the line pressure contro...
Embodiment 2
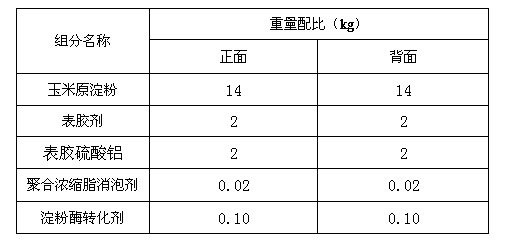
[0039] (1) Prepare the surface layer, core layer and bottom layer slurry according to the ratio in Table 3;
[0040] (2) Transport each layer of slurry to the headbox of the paper machine through its own feeding system, and put each layer of slurry with a concentration of 0.3~1.0% on the Internet to form a wet paper sheet; Composite and high-vacuum suction, made into 24% dryness base cardboard, sent to the press section for pressing;
[0041](3) After forming the raw cardboard with a dryness of 24%, it is mechanically dehydrated by two shoe presses. After the dryness reaches above 48%, it is dried in the front drying section; the pressing line pressure is: one press 1000KN / M, Two pressure 1200KN / M;
[0042] (4) The paper web dried by the front drying section enters the surface sizing machine with a dryness of 90~92% for front and back film sizing, and the base paper after sizing is post-dried for re-baking Dry to 92% dryness, enter hard calendering; the line pressure control...
Embodiment 3
[0049] (1) Prepare the surface layer, core layer and bottom layer slurry according to the ratio in Table 5;
[0050] (2) Transport each layer of slurry to the headbox of the paper machine through its own feeding system, and put each layer of slurry with a concentration of 0.3~1.0% on the Internet to form a wet paper sheet; Composite and high-vacuum suction, made into 24% dryness base cardboard, sent to the press section for pressing;
[0051] (3) After forming the raw cardboard with a dryness of 24%, it will be dehydrated by two shoe presses. After the dryness reaches more than 48%, it will be dried in the front drying section; the pressing line pressure is: one press 900KN / M, Two pressure 1100KN / M;
[0052] (4) The paper web dried by the front drying section enters the surface sizing machine with a dryness of 90~92% for front and back film sizing, and the base paper after sizing is post-dried for re-baking Dry to 92% dryness, enter hard calendering; the line pressure contro...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Gram weight | aaaaa | aaaaa |
| Viscosity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More