

Forming method of titanium alloy oil tank shell
A titanium alloy and fuel tank technology, which is applied in the field of precision sheet metal processing, can solve the problems of high mold cost, labor cost and production efficiency, long turnover cycle, cold rolling crack radius and other problems, so as to save process allowance and machining. order, reduce production costs and improve production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0051] The titanium alloy plate selected in this embodiment is TA15M, the thickness is 2 mm, the length of the straight cylinder is 1000 mm, and the diameter of the inner circle of the straight cylinder of the fuel tank is Φ500 mm.
[0052] The precise forming of the straight cylindrical titanium alloy fuel tank shell in this embodiment includes the following steps:
[0053] 1) According to the theoretical diameter of the neutral layer of the titanium alloy fuel tank shell, the shape of the expanded material is calculated, and the material is cut along the fiber direction of the rolled blank. The size of the material is 1577mm in length (fiber direction) × 1000mm.
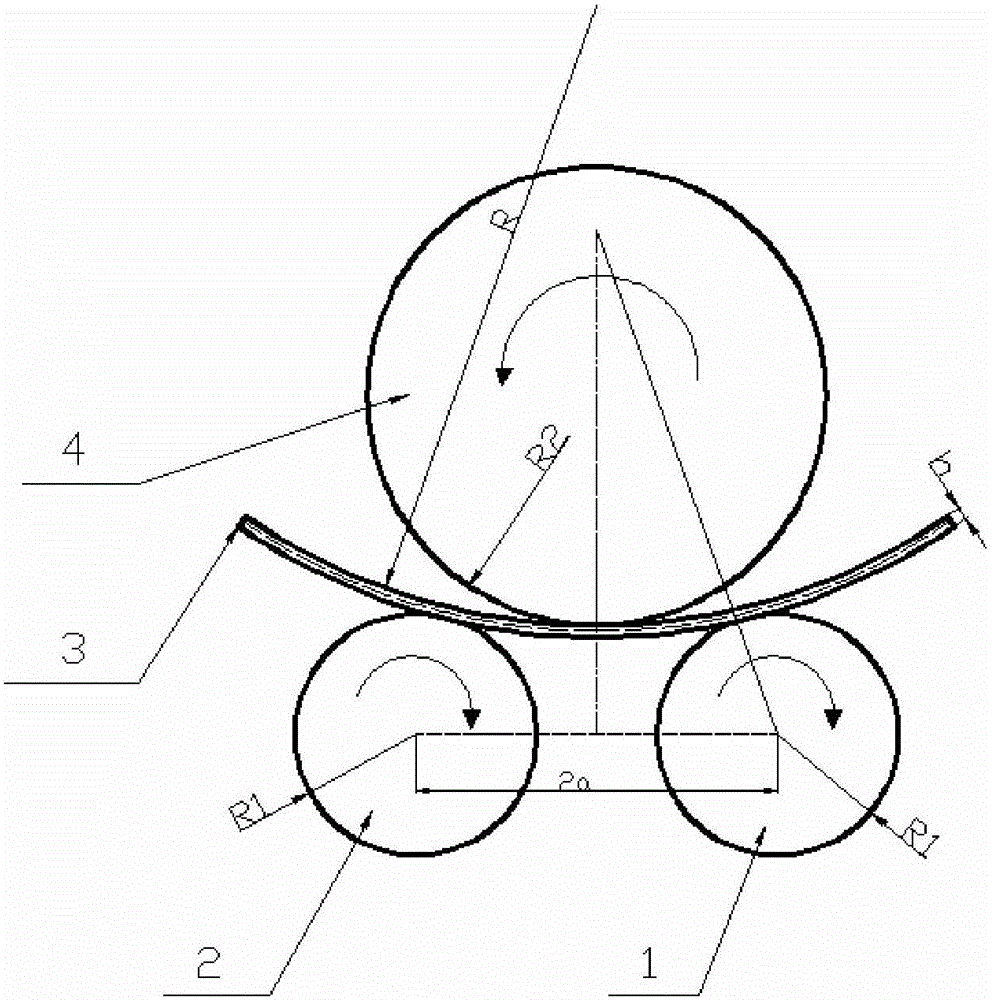
[0054] 2) Determine the cold rolling diameter of the fuel tank shell by the relative positions of the first lower roller 1, the second lower roller 2 and the upper roller 4, wherein the upper roller 4 is a driving wheel with an outer diameter of 45 mm; the first lower roller 1 and the The second lower roller 2 is a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More