

Rolled product tension control device, rolled product tension control method and hot strip mill
A technology of tension control and hot continuous rolling mill, applied in the direction of tension/pressure control, etc., can solve the problems of control input signal changes, not necessarily the same tension, different precision and performance, etc., and achieve the effect of stable tension control and continuous tension control
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0066] Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings.
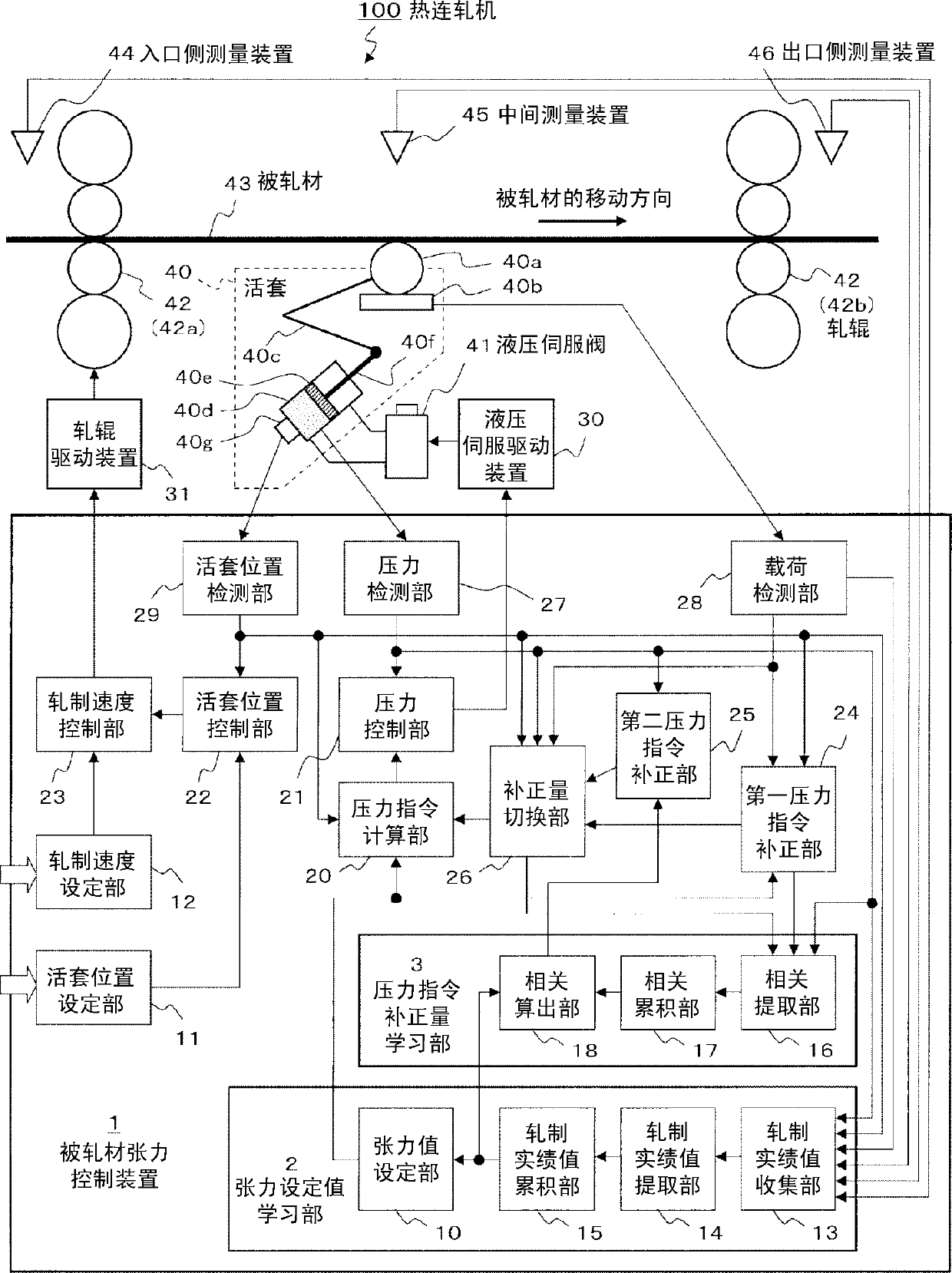
[0067] figure 1 It is a figure which shows the example of the structure of the to-be-rolled material tension control apparatus and the to-be-rolled material tension control apparatus which are equipped with this to-be-rolled material tension control apparatus concerning embodiment of this invention.
[0068] The hot continuous rolling mill 100 is a device for continuously rolling a high-temperature rolled material 43 by rolls 42 respectively arranged on a plurality of supports not shown in the figure. The looper 40 and the hydraulic servo drive 30 to the tension of the rolled material 43 . In addition, this hot continuous rolling mill 100 has a rolling material tension control device 1 for controlling the looper 40 and the hydraulic servo drive device 30 .
[0069] exist figure 1 In this process, the roll 42 rotates at a predetermined speed and rolls the ma...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More