

Laser-arc composite welding device based on heat input control and welding method
A hybrid welding and heat input technology, used in laser welding equipment, welding equipment, manufacturing tools, etc., can solve the problems of laser energy loss, increase welding heat input, welding heat affected zone and thermal deformation increase, etc., to reduce Heat input, effect of achieving deposition rate, reducing heat affected zone and thermal deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
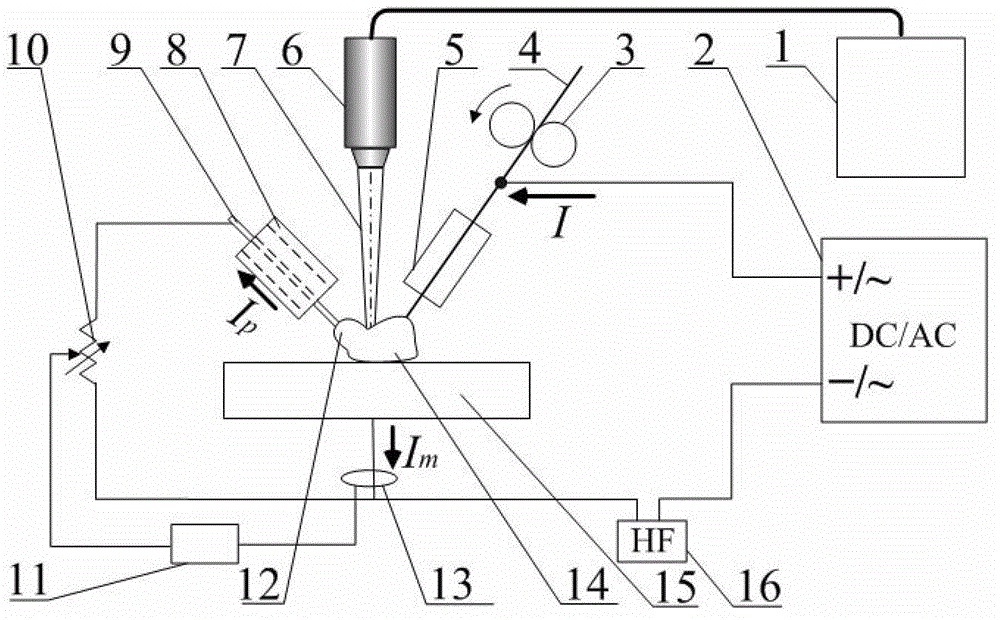
[0030] combine figure 1 , which is an embodiment of non-melting electrode shunt control laser-arc hybrid welding heat input. This embodiment consists of fiber laser 1, arc welding power supply 2, wire feeding mechanism 3, melting electrode welding torch 5, and non-melting electrode welding torch (bypass welding torch) 8 , rheostat 10, rheostat controller 11, current sensor 13 and other components. The non-melting electrode welding torch 8 is filled with tungsten wire.
[0031] The steps of the welding method of the non-melting electrode shunt control laser-arc hybrid welding heat input device based on this embodiment are as follows:
[0032] Step 1: Process the part to be welded of the workpiece 15 into I-shaped, Y-shaped or V-shaped grooves as required. The surface is sanded and cleaned.
[0033] Step 2: During welding, the melting electrode welding torch 5 and the non-melting electrode welding torch 8 can be placed on both the front and rear sides of the laser head 6, and...
specific Embodiment approach 2
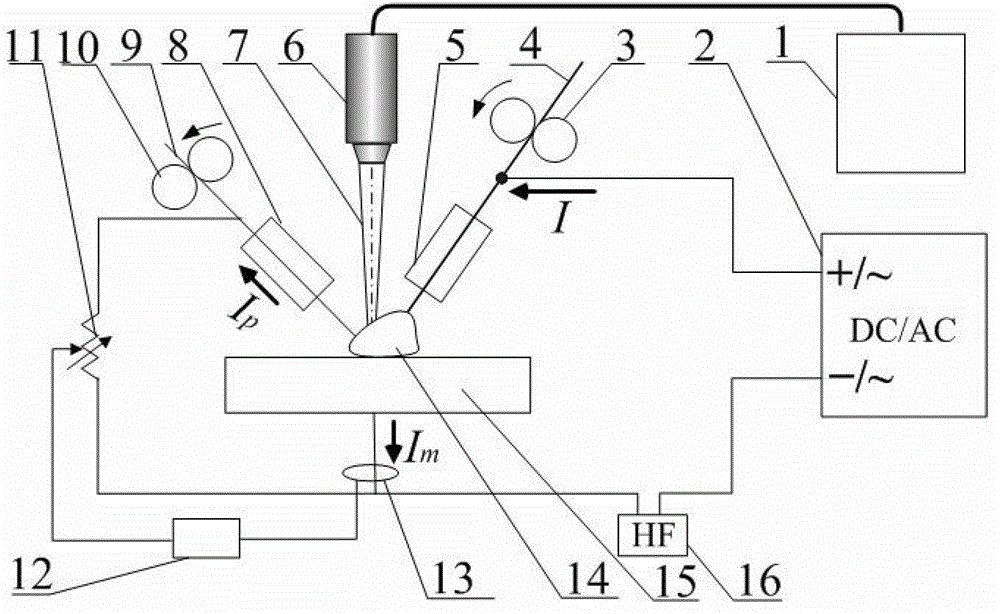
[0037] combine figure 2 , which is an embodiment of welding wire shunting to control the heat input of laser-arc hybrid welding. This embodiment consists of a fiber laser 1, an arc welding power supply 2, a wire feeding mechanism 3, a main melting electrode welding torch 5, an auxiliary melting electrode welding torch 8, and a filler wire 9 , rheostat 11, rheostat controller 12, current sensor 13 and other components.
[0038] The steps of the welding method of the welding wire shunt control laser-arc hybrid welding heat input device based on this embodiment are as follows:
[0039] Step 1: Process the part to be welded of the workpiece 15 into an I-shaped, Y-shaped or V-shaped groove as required, and the joint form can be butt joint or lap joint, etc. Sand and wash.
[0040] Step 2: During welding, the main melting electrode welding torch 5 and the auxiliary melting electrode welding torch 8 can be placed on both the front and rear sides of the laser head 6, and can also b...
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More