

Production method for eliminating cracks on roll neck of supporting roll
A production method and back-up roll technology, applied in the field of back-up roll manufacturing, can solve problems affecting the surface quality of back-up roll necks, lowering the normal strength value of materials, and poor metallurgical quality, so as to avoid upsetting and large deformation, and eliminate Transverse cracks, the effect of improving production quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0033] In this embodiment, the mass m of the ingot body 1 is 45 tons. Concretely include the following process steps:
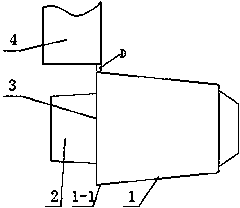
[0034] (a) The steel ingot is poured out as a whole by the bottom injection method, and the shape of the steel ingot is a structure with a thick middle and thin ends.
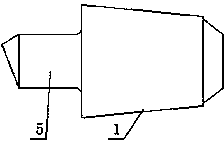
[0035] (b) Forging steel ingots, including the pressing process and forging process at this stage, according to the feed length D is 30mm, the steel ingot shoulder 1-1 and the steel ingot riser 2 on the steel ingot body 1 inside the parting surface 3 One piece is pressed into the clamp handle 5, so that the outer diameter of the clamp handle 5 matches the clamping inner hole of the upsetting drain plate, and it is convenient to clamp the steel ingot when the steel ingot ingot body is upset subsequently.
[0036] (c), normalizing annealing and machining.
[0037] (d), quenching and tempering or differential temperature heat treatment.
[0038] (e), tempering treatment.
[0039] After test p...
Embodiment 2
[0041] In this embodiment, the mass m of the ingot body 1 is 55 tons. Concretely include the following process steps:
[0042] (a) The steel ingot is poured out as a whole by the top injection method, and the shape of the steel ingot is a structure with a thick middle and thin ends.
[0043] (b) Forging steel ingots, including the pressing process and forging process at this stage, according to the feed length D is 80mm, the steel ingot shoulder 1-1 and the steel ingot riser 2 on the steel ingot body 1 inside the parting surface 3 One piece is pressed into the clamp handle 5, so that the outer diameter of the clamp handle 5 matches the clamping inner hole of the upsetting drain plate, and it is convenient to clamp the steel ingot when the steel ingot ingot body is upset subsequently.
[0044] (c), normalizing annealing and machining.
[0045] (d), quenching and tempering or differential temperature heat treatment.
[0046] (e), tempering treatment.
[0047] After test prod...
Embodiment 3
[0049] In this embodiment, the mass m of the ingot body 1 is 80 tons. Concretely include the following process steps:
[0050] (a) The steel ingot is poured out as a whole by the top injection method, and the shape of the steel ingot is a structure with a thick middle and thin ends.
[0051] (b) Forging steel ingots, including the pressing process and forging process at this stage, according to the feed length D is 110mm, the steel ingot shoulder 1-1 and the steel ingot riser 2 on the steel ingot body 1 inside the parting surface 3 One piece is pressed into the clamp handle 5, so that the outer diameter of the clamp handle 5 matches the clamping inner hole of the upsetting drain plate, and it is convenient to clamp the steel ingot when the steel ingot ingot body is upset subsequently.
[0052] (c), normalizing annealing and machining.
[0053] (d), quenching and tempering or differential temperature heat treatment.
[0054] (e), tempering treatment.
[0055] After test pro...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More