

Rough machining method for partspan shroud of turbine blade
A turbine blade and boss technology is applied in the field of rough machining of turbine blade damping bosses. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] In order to describe the technical features and functions of the present invention in detail and realize them according to the content of this specification, the implementation of the present invention will be further described below in conjunction with the accompanying drawings.
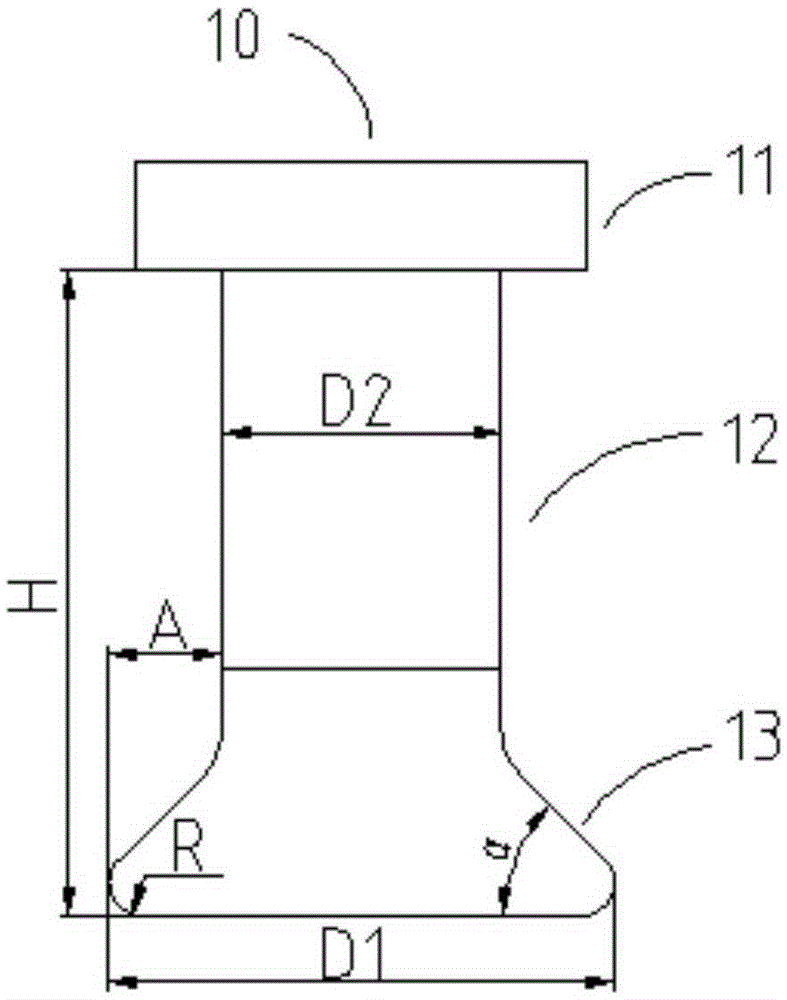
[0027] figure 1 An embodiment of a tool 10 according to the invention is schematically shown. Such as figure 1 As shown, the tool 10 includes a tool handle 11 , a tool bar 12 and a tool head 13 . Among them, H is the overhang length of the tool, which should be greater than the maximum distance from the top of the damping boss to the steam channel profile, D1 is the maximum working diameter of the cutting edge, D2 is the diameter of the tool bar 12, and the tip R is determined by the blade. The selection principle It is advisable not to be larger than the rounded corner of the blade processing part. The A value is the radius difference between the cutter head 13 and the cutter bar 12. When ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More