

Laser additive 24crnimore alloy steel powder and preparation method
A laser additive and alloy steel technology, applied in additive processing, metal processing equipment, transportation and packaging, etc., can solve the problems of limited mechanical processing equipment, complex heat treatment process, high manufacturing cost, etc., to promote application and rapid development Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0066] Be used for the preparation method of laser additive manufacturing 24CrNiMoRE alloy steel powder, specifically comprise the following steps:
[0067] Step 1, preprocessing:
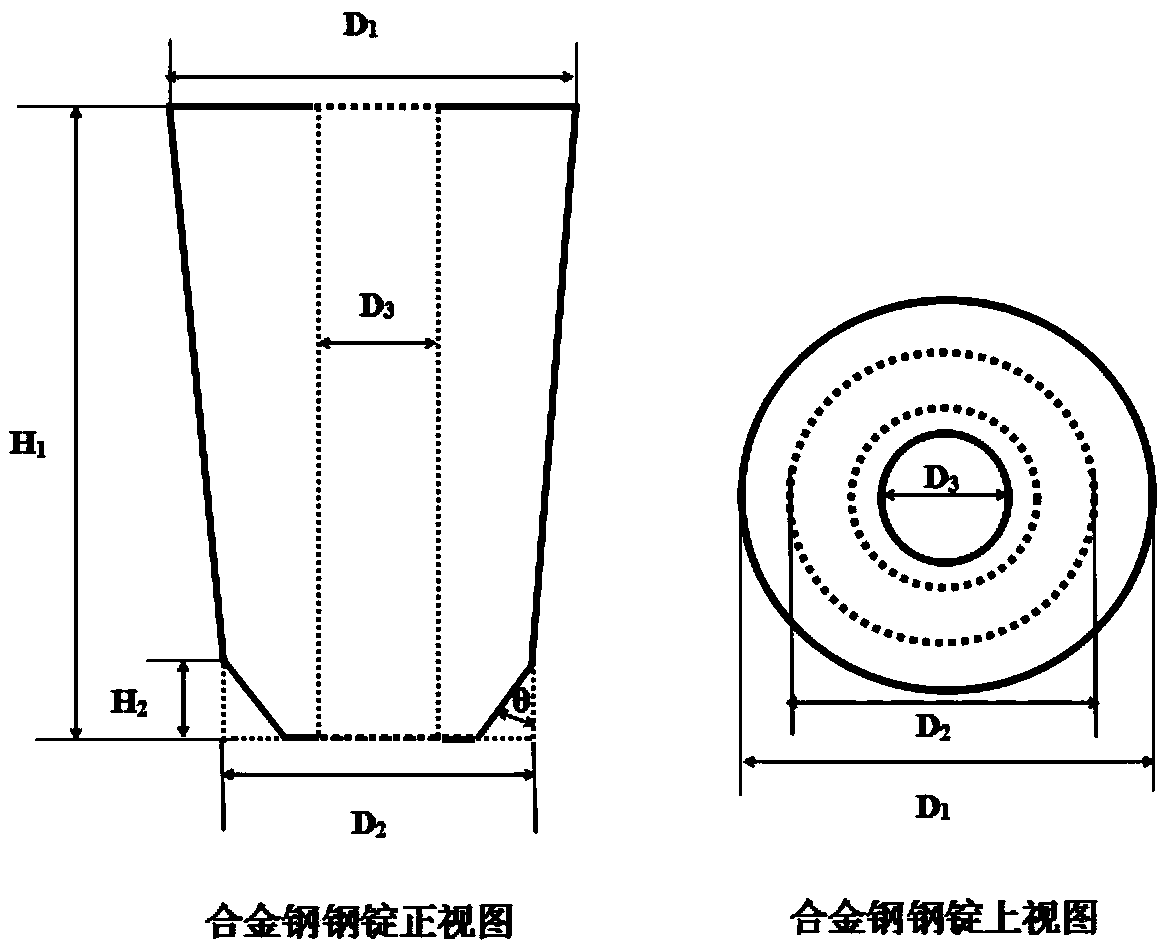
[0068] (1) The raw material 24CrNiMoRE alloy steel is made into a conical ingot, the diameter D1 of the upper surface of the conical ingot is Φ105mm, the diameter D2 of the lower surface is Φ90mm, and the height H1 is 200mm; a through hole is processed in the center of the ingot, and the diameter D3 of the through hole is Φ20mm ; Then process the lower surface of the steel ingot to a height H2 of 25mm, and a chamfer angle θ of 40° to fit closely with the bottom of the crucible. The roughness of the inner and outer surfaces of the steel ingot is Ra13.0;
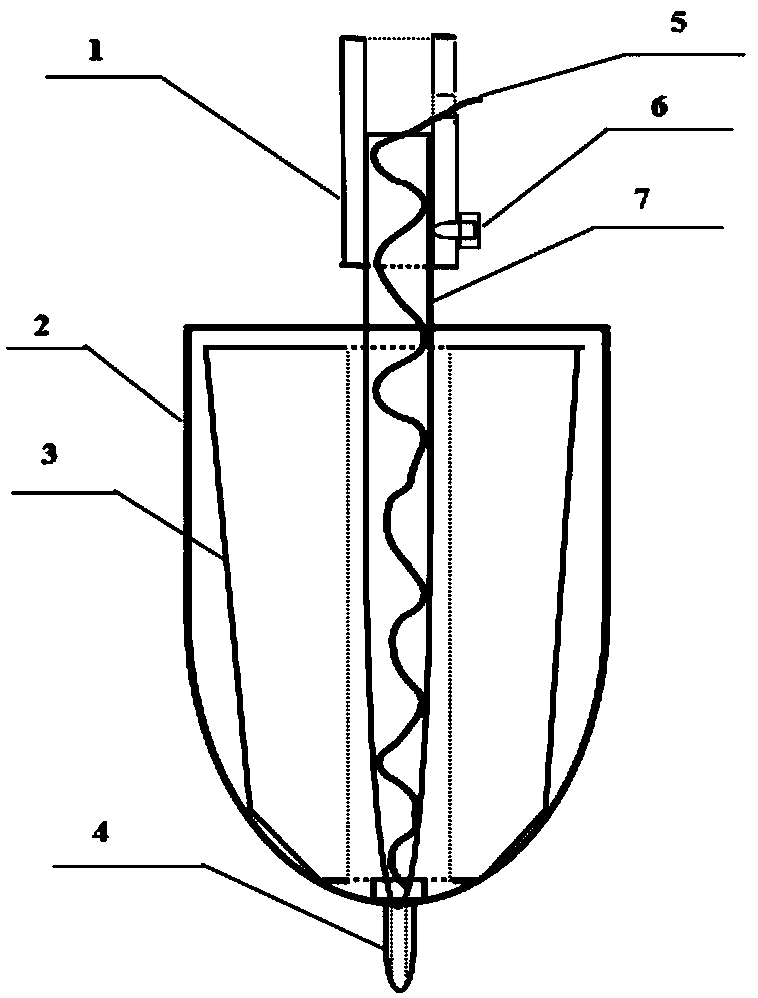
[0069] (2) Clean the processed 24CrNiMoRE alloy steel ingot and place it in the crucible induction melting atomization device, the specific operations are:
[0070] Use No. 1000-2000 metallographic sandpaper to remove oxides and impurities on the ...
Embodiment 2
[0104] The preparation method of laser additive manufacturing 24CrNiMoRE alloy steel powder specifically comprises the following steps:
[0105] Step 1, preprocessing:
[0106] (1) The raw material 24CrNiMoRE alloy steel is made into a conical ingot, the diameter D1 of the upper surface of the conical ingot is Φ105mm, the diameter D2 of the lower surface is Φ90mm, and the height H1 is 200mm; a through hole is processed in the center of the ingot, and the diameter D3 of the through hole is Φ30mm ; Then process the lower surface of the steel ingot with a height H2 of 30mm and a chamfer angle θ of 50° so that it can be more closely assembled with the bottom of the crucible. The roughness of the inner and outer surfaces of the steel ingot is Ra15.0;
[0107] (2) Clean the processed 24CrNiMoRE alloy steel ingot and place it in the crucible induction melting atomization device. The specific operations are:
[0108] Use No. 1000-2000 metallographic sandpaper to remove oxides and imp...
Embodiment 3
[0142] The preparation method of laser additive manufacturing 24CrNiMoRE alloy steel powder specifically comprises the following steps:
[0143] Step 1, preprocessing:
[0144] (1) The raw material 24CrNiMoRE alloy steel is made into a conical ingot, the diameter D1 of the upper surface of the conical ingot is Φ105mm, the diameter D2 of the lower surface is Φ90mm, and the height H1 is 200mm; a through hole is processed in the center of the ingot, and the diameter D3 of the through hole is Φ30mm ; Then the lower surface of the steel ingot is processed to a height H2 of 28mm, and the chamfer angle θ is 45° so that it can be tightly assembled with the bottom of the crucible. The roughness of the inner and outer surfaces of the steel ingot is Ra15.0;
[0145] (2) Clean the processed 24CrNiMoRE alloy steel ingot and place it in the crucible induction melting atomization device, the specific operations are:
[0146] Use No. 1000-2000 metallographic sandpaper to remove oxides and im...
PUM
| Property | Measurement | Unit |
|---|---|---|
| fluidity | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More