

Laser welding method for narrow space of casing
A laser welding, narrow space technology, used in laser welding equipment, welding equipment, metal processing equipment, etc., to improve welding quality and stability, realize welding automation, and improve the effect of melting width
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
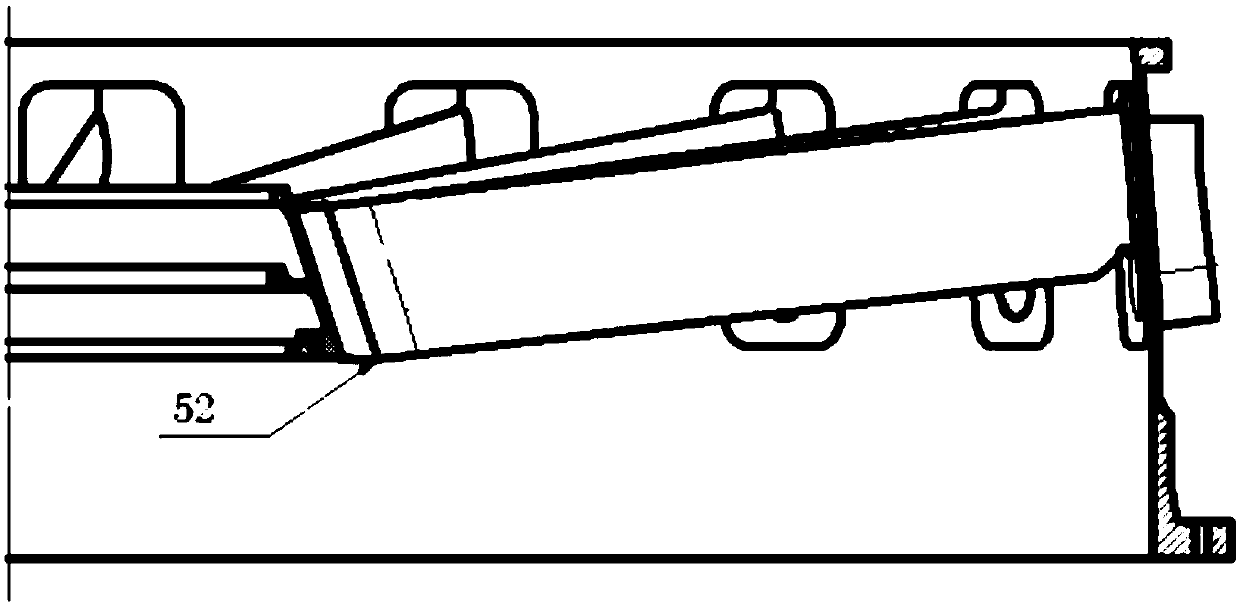
[0031] A laser welding method for the narrow space of the casing, the schematic diagram of the three-dimensional model of the casing is shown in figure 2 shown, including the following steps:
[0032] Step 1, preparation before welding:
[0033] Before welding, use acetone to remove oil stains on the joint section of the parts and the 8-12 mm area on both sides of the joint;
[0034] Step 2, assembly tack welding:
[0035] Assemble the fixed support plate, the outer casing and the front section of the inner ring on the welding tool, and use argon arc welding to position the front section of the inner ring and the fixed support plate to ensure that the matching gap is ≤0.1mm;
[0036] Step 3, laser welding:
[0037] (1) Robotic fiber laser welding equipment with galvanometer-type laser swing welding head is adopted. The focal length of the laser head is above 300mm to ensure the accessibility of the laser, so that the end of the welding seam reaches the bottom of the surfac...
Embodiment 2
[0042] A laser welding method for the narrow space of the casing, the schematic diagram of the three-dimensional model of the casing is shown in figure 2 shown, including the following steps:
[0043] Step 1, preparation before welding:
[0044] Before welding, use acetone to remove oil stains on the joint section of the parts and the 8-12 mm area on both sides of the joint;
[0045] Step 2, assembly tack welding:
[0046] Assemble the fixed support plate, the outer casing and the front section of the inner ring on the welding tool, and use argon arc welding to position the front section of the inner ring and the fixed support plate to ensure that the matching gap is ≤0.1mm;
[0047] Step 3, laser welding:
[0048] (1) Robotic fiber laser welding equipment with galvanometer-type laser swing welding head is adopted. The focal length of the laser head is above 300mm to ensure the accessibility of the laser, so that the end of the welding seam reaches the bottom of the surfac...
Embodiment 3
[0053] A laser welding method for the narrow space of the casing, the schematic diagram of the three-dimensional model of the casing is shown in figure 2 shown, including the following steps:
[0054] Step 1, preparation before welding:
[0055] Before welding, use acetone to remove oil stains on the joint section of the parts and the 8-12 mm area on both sides of the joint;
[0056] Step 2, assembly tack welding:
[0057] Assemble the fixed support plate, the outer casing and the front section of the inner ring on the welding tool, and use argon arc welding to position the front section of the inner ring and the fixed support plate to ensure that the matching gap is ≤0.1mm;
[0058] Step 3, laser welding:
[0059] (1) Robotic fiber laser welding equipment with galvanometer-type laser swing welding head is adopted. The focal length of the laser head is above 300mm to ensure the accessibility of the laser, so that the end of the welding seam reaches the bottom of the surfac...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Defocus amount | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More