

Aluminum alloy strip for continuous deep drawing of small hardware stamping part and preparation method of aluminum alloy strip
A technology of aluminum alloy strips and stamping parts, applied in the field of aluminum alloy strips and their preparation, can solve problems such as not suitable for multi-pass deep drawing, high strength of aluminum alloy strips, and few researches on aluminum alloy strips , to achieve the effect of excellent deep drawing forming performance, excellent deep drawing forming performance and good application prospect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 17
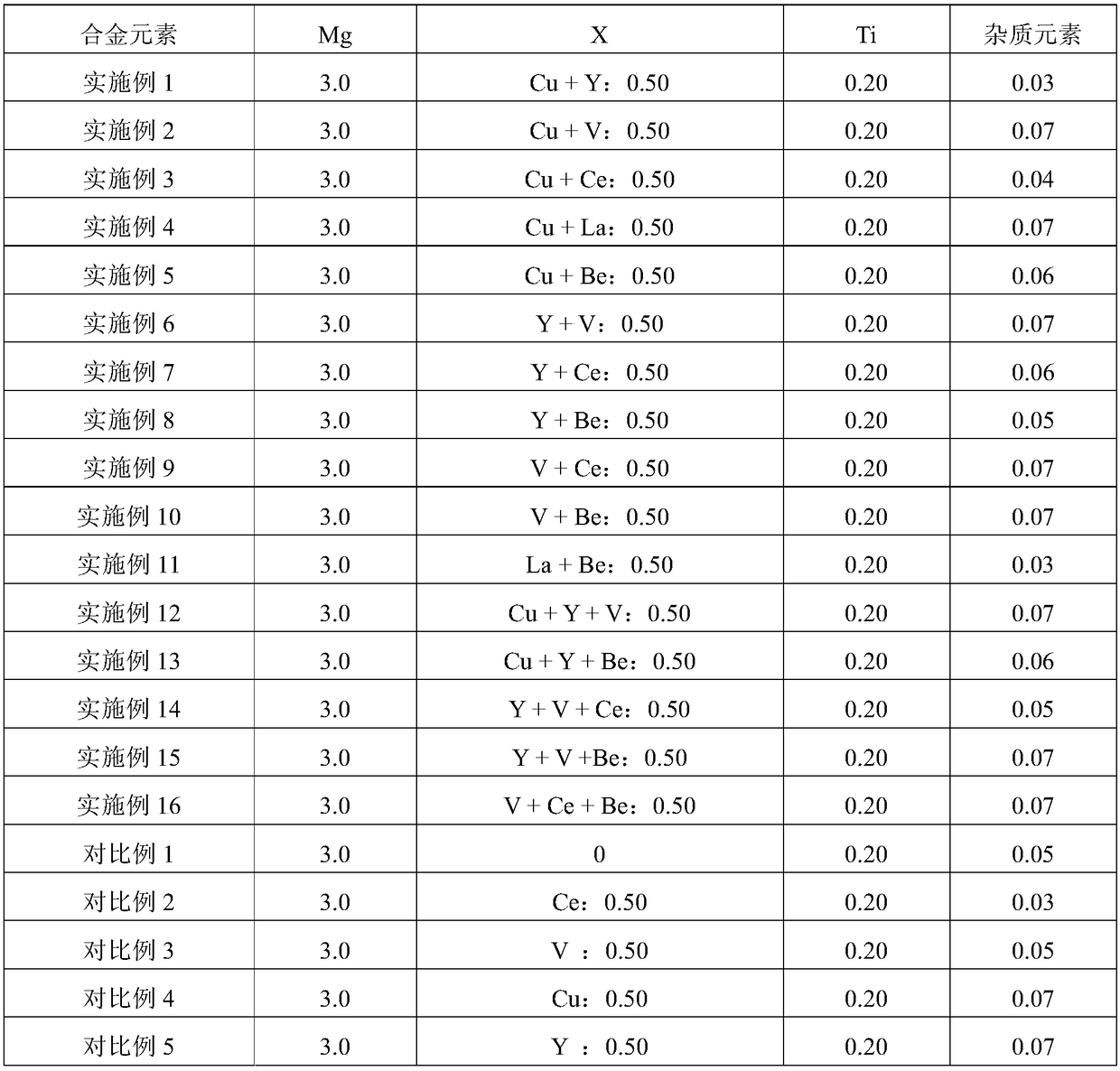
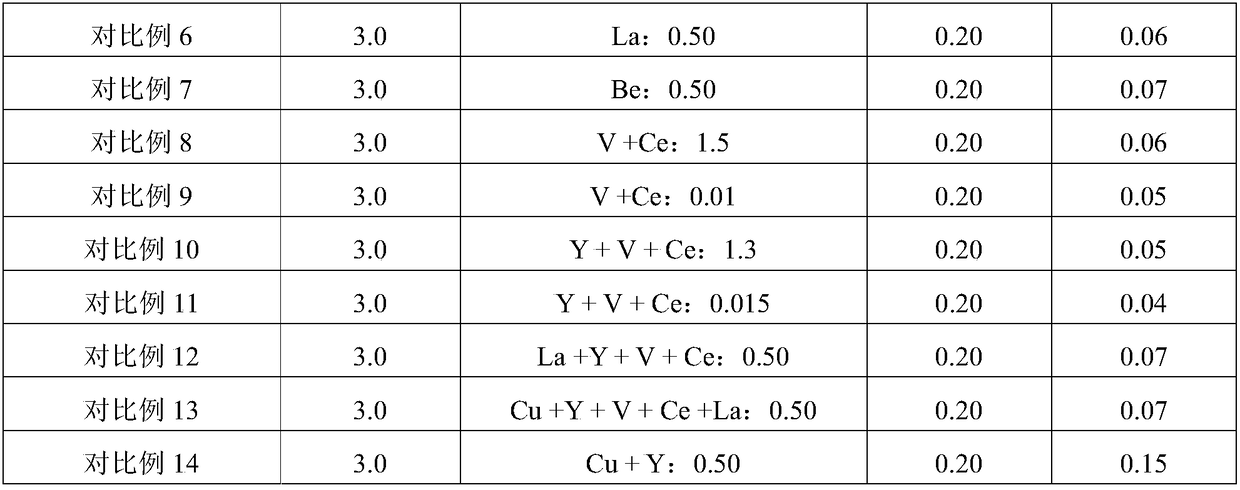
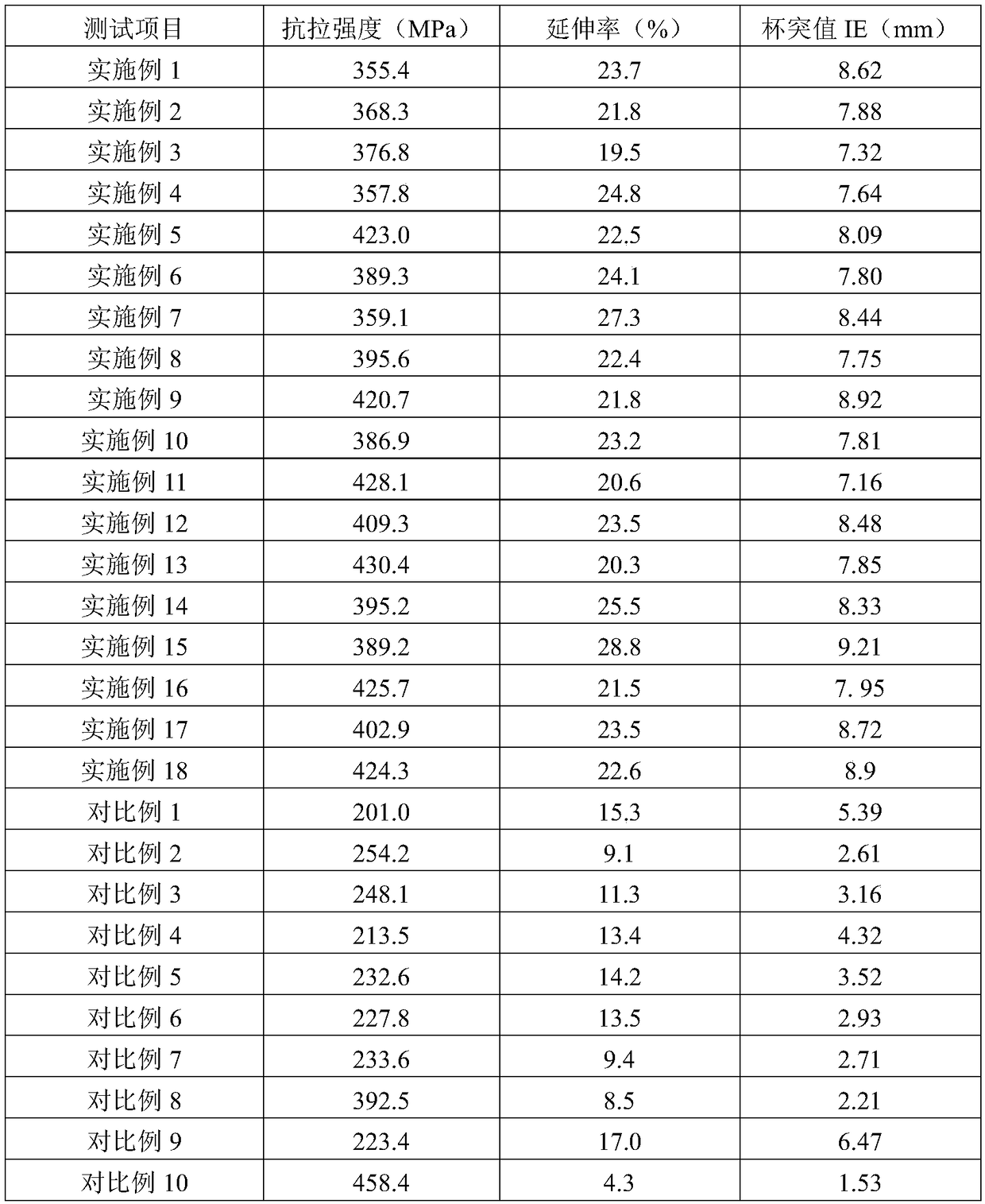
[0064] Aluminum alloy strips were prepared according to the alloy composition (Al-3.0%Mg-0.50%X(Y+V+Ce)-0.20%Ti) provided in Example 14 by the following method:
[0065] (1) Add Al, Mg, Ti and X into the high-purity graphite crucible of an intermediate frequency induction furnace according to the formula amount, and heat up to 750-800°C for non-vacuum melting according to the principle of melting high-melting point materials first and then cooling down to melt low-melting point materials, Among them, X is added into the furnace in the form of Mg-X or Al-Mg-X master alloy, and Ti is added into the furnace in the form of Al-Mg-3Ti master alloy. After all components are completely melted and mixed evenly, they are cast into iron molds. flat ingot;
[0066] (2) Put the slab obtained in step (1) into an intermediate frequency induction furnace to remelt, after conventional degassing, slag removal, and standing operations, pour the melt at 730-740°C into an iron mold for die casting...
Embodiment 18
[0070] Compared with Example 17, except that the vibration frequency in step (2) is controlled to be 30 Hz, and the vibration amplitude of the iron mold is 0.45 mm, other steps and conditions are exactly the same as in Example 17.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More