Steel ingot cone elimination rolling control method for heavy plate mill
A control method, technology of steel ingots, applied in the direction of rolling mill control device, metal rolling, metal rolling, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
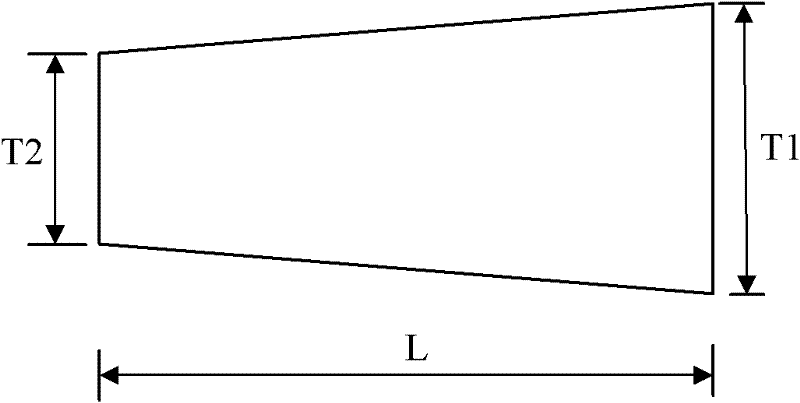
[0101] The following specific examples are used to illustrate the effect of using the present invention to perform anti-cone rolling on steel ingots. In this embodiment, the size of the steel ingot is specifically: the thickness of the large end is 890mm, the thickness of the small end is 750mm, the width is 2255mm, and the length is 2430mm. Roll radius: 550mm. The rolling force calculation adopts the Sims formula, and the process parameters of each pass are the initial pass temperature of 1147°C, and then reduce it by 2°C for each pass, the speed is constant at 0.2m / s, and the rolling arm is 0.1m, the maximum allowable The rolling torque is 3200KNm. Set the number of points M=3, and the relative positions of each point are x1=0, x2=0.5, x3=1.0.
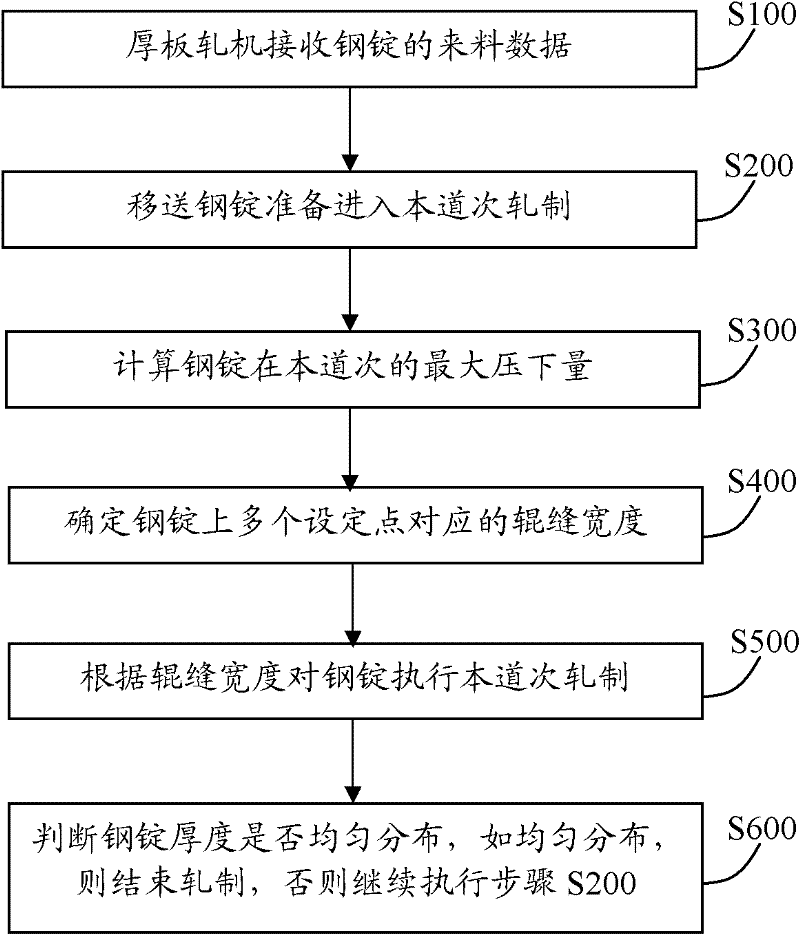
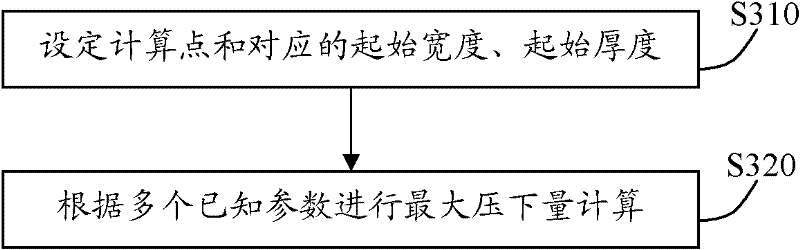
[0102] During the rolling process, the position of the rolling mill adopts the hydraulic automatic pressing position control mode, and the rolling mill is controlled to execute the multi-point setting value of the roll gap in the a...
PUM
 Login to view more
Login to view more Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap