

A rolling process favorable for spheroidizing annealing of cr and mo steel
A process and annealing technology, applied in the field of metallurgy, can solve undisclosed problems
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0025] A steel plant adopts 325mm×280mm bloom continuous casting-blooming-wire rolling process to produce Φ13mm wire rod for high-strength bolts. The steel grade and composition are shown in Table 1.
[0026] Table 1 Grades and compositions of steel grades
[0027] Grade C Si mn P S Cr Mo SCM435 0.35 0.2 0.65 0.013 0.007 0.95 0.2
[0028] (1) Open the billet after continuous casting. During the billet opening process, the heating temperature is 1100°C and the heating time is 7 hours;
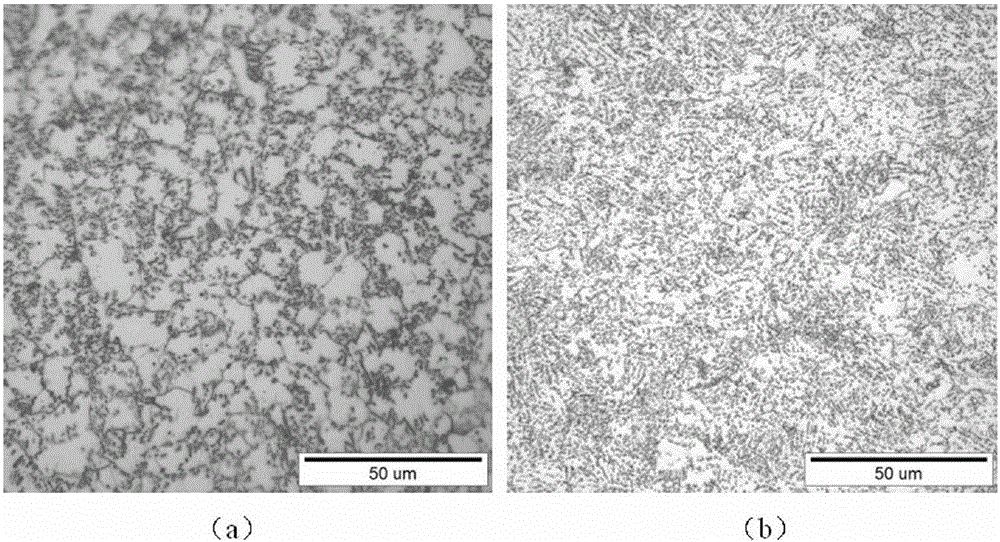
[0029] (2) Roll the steel billet after billeting. During the rolling process, the rolling temperature is 1050°C, the final rolling temperature is 875°C, and the spinning temperature is 800°C; hold at 850°C for 1 hour, and corrode after quenching to obtain Austenite The comparison of bulk grains such as image 3 As shown, it can be seen from the figure that image 3 (b) The medium austenite particles are more refined and homogeneous;
[0030] (3) After roll...
Embodiment 2
[0035] A steel plant adopts the 325mm×280mm bloom continuous casting-blooming-wire rolling process to produce Φ10mm wire rod for high-strength bolts. The steel grade and composition are shown in Table 1.
[0036] (1) Open the billet after continuous casting. During the billet opening process, the heating temperature is 1130°C and the heating time is 5 hours;
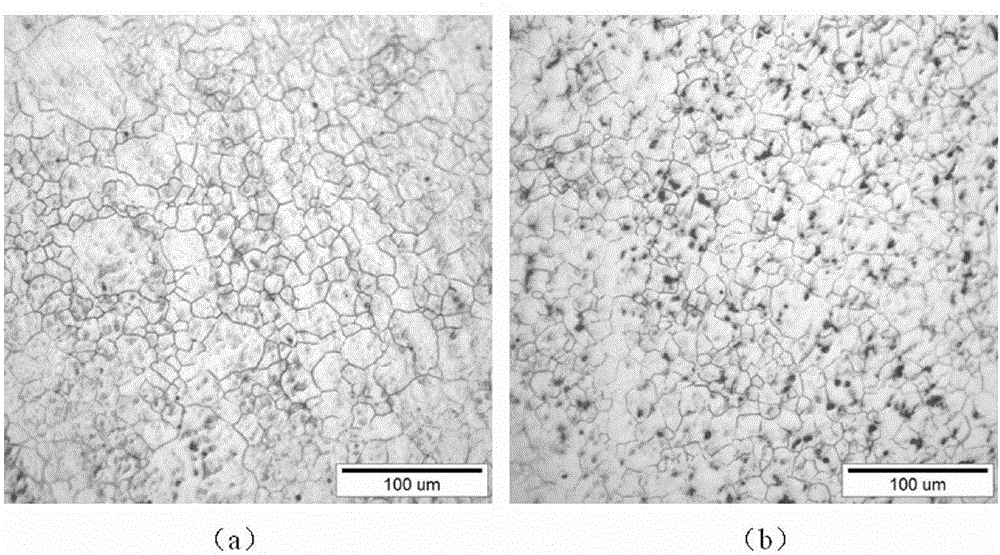
[0037] (2) Roll the steel billet after billeting. During the rolling process, the rolling temperature is 1080°C, the final rolling temperature is 895°C, and the spinning temperature is 815°C; hold at 850°C for 1 hour, and corrode after quenching to obtain Austenite The comparison of bulk grains such as Figure 5 As shown, it can be seen from the figure that Figure 5 (b) The medium austenite particles are more refined and homogeneous;
[0038] (3) After the steel billet is rolled, it is rapidly cooled to 600°C at a cooling rate of 10°C / s, and then kept warm on the roller table cooling line until about 300°C, and the ro...
Embodiment 3
[0044] A steel plant adopts the 325mm×280mm bloom continuous casting-billet opening-wire rolling process to produce Φ8mm wire rods for high-strength bolts. The steel grades and compositions are shown in Table 1.
[0045] (1) Open the billet after continuous casting. During the billet opening process, the heating temperature is 1110°C and the heating time is 6 hours;
[0046] (2) Roll the steel billet after billeting. During the rolling process, the rolling temperature is 1070°C, the final rolling temperature is 885°C, and the spinning temperature is 810°C; hold at 850°C for 1 hour, and corrode after quenching to obtain Austenite The comparison of bulk grains such as Figure 7 As shown, it can be seen from the figure that Figure 7 (b) The medium austenite particles are more refined and homogeneous;
[0047] (3) After the steel billet is rolled, it is rapidly cooled to 570°C at a cooling rate of 15°C / s, and then kept warm on the roller table cooling line until about 330°C, an...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More