Unlock instant, AI-driven research and patent intelligence for your innovation.
A method for producing thick-gauge flaw-proof steel plate with low compression ratio
What is Al technical title?
Al technical title is built by PatSnap Al team. It summarizes the technical point description of the patent document.
A technology with low compression ratio and thick specifications, which is applied in the field of metallurgy, can solve problems such as the inability to press the core of the billet, unqualified steel plate flaw detection, and low production efficiency, and achieve the effect of improving production assurance capabilities
Inactive Publication Date: 2016-01-20
JIGANG GRP
View PDF2 Cites 2 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
At present, many domestic iron and steel enterprises use continuous casting machines to roll casting slabs for the production of steel plates. The thickness of the casting slabs is generally less than 250mm. In order to ensure the internal quality of the steel plates, the compression ratio of the rolling process is required to be ≥ 4, resulting in the inability to accept orders for steel plates of 80-120mm.
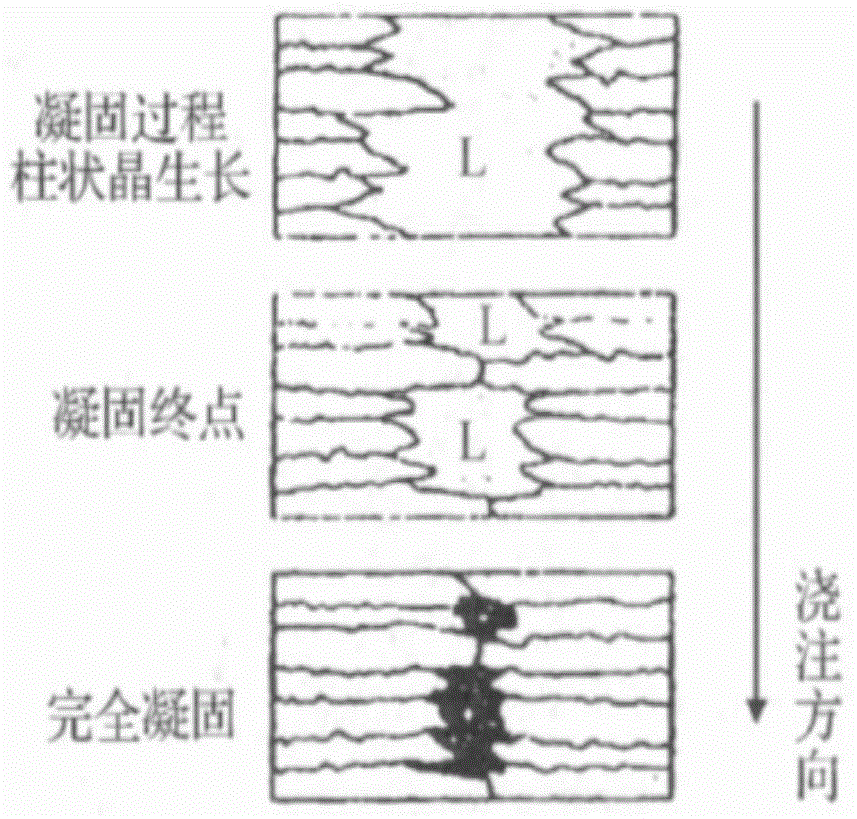
Because in the production of 80-120mm thick steel plates, especially when producing steel plates with flaw detection requirements, if a lower compression ratio is used under the current process conditions, the original loose defects in the core of the slab will occur, which cannot be pressed together, and eventually Resulting in unqualified steel plate flaw detection
[0003] In order to realize the production of thick-gauge steel plates, some enterprises have developed a composite billet-making process. However, due to the low production efficiency of this process, it is difficult to meet the requirements of the composite surface. The production and processing cost is 500 yuan / ton higher than that of billet direct rolling, and the production cycle is long. Restricted by other factors, the actual output is very low
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0021] This embodiment is a specific implementation production process of 100mmQ345B with a compression ratio of 2.5. The selected process is suitable for the production of 100mm Q345B steel plate by 4300 wide and thick plate rolling mill. The thickness of the billet is 250mm, and the thickness of the finished plate is 100mm.
[0022] (1) Steelmaking: the steelmaking furnace adopts a 210-ton converter, the tapping amount is 215.82 tons, the weight percentage of carbon during tapping is 0.068%, and the tapping temperature is 1644°C;
[0023] (2) The LF treatment period is 56 minutes, the heating time is 24 minutes, the reaching temperature is 1566°C, the leaving temperature is 1612°C, and the mass percentage of Σ(FeO+MnO) is 1.2%;
[0024] (3) The RH vacuum treatment time is 20 minutes, and the vacuum time is required to be 12 minutes below 200Pa;
[0025] (4) Pouring section: 250×2000mm, using dynamic soft reduction technology, the reduction section is 3 sections, each secti...
Embodiment 2
[0043] This embodiment is a specific implementation production process of 120mmQ345D-Z25 with a compression ratio of 2.08. The selected process is suitable for the production of 120mmQ345D-Z25 steel plate by 4300 wide and thick plate rolling mill. The thickness of the billet is 250mm, and the thickness of the finished plate is 120mm.
[0044] (1) Steelmaking: the steelmaking furnace adopts a 210-ton converter, the tapping amount is 217.77 tons, the weight percentage of carbon during tapping is 0.062%, and the tapping temperature is 1652°C;
[0045] (2) The LF treatment period is 58 minutes, the heating time is 22 minutes, the reaching temperature is 1569°C, the leaving temperature is 1609°C, and the mass percentage of Σ(FeO+MnO) is 1.3%;
[0046] (3) The RH vacuum treatment time is 22 minutes, and the vacuum time is required to be 15 minutes below 200Pa;
[0047] (4) Pouring section: 250×2000mm, using dynamic soft reduction technology, the reduction section is 3 sections, ea...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
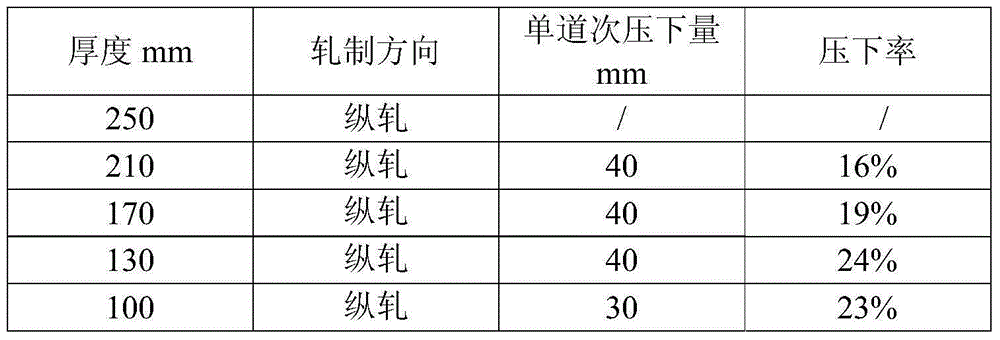
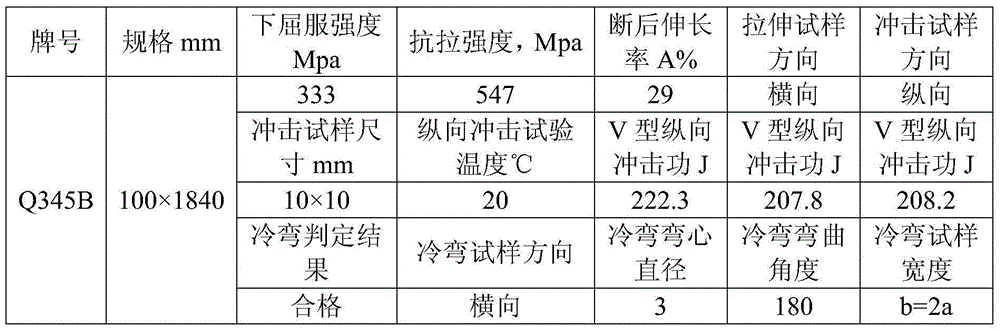
The invention discloses a low-compression-ratio method for producing a heavy-gauge flaw-detection-maintaining steel plate. According to the method, a steel plate which meets the requirement of GB first-grade flaw detection and fulfill each performance index of steel plates can be obtained by innovations on clean steel production, continuous casting, heating, rolling and normalizing processes, wherein a dynamic soft reduction technology is adopted in the continuously casting process, casting production of a slab with thickness of 2500mm can be protected in the whole journey by means of low-temperature slow-pulling-rate, the center segregation of the slab is required to be less than 1.5 of C model; the slab heating temperature is controlled to be 1050-1220 DEG C, the temperature of the descaled slab is controlled to be 1000-1100 DEG C. A high-temperature, non-controlled rolling and high reduction process is adopted as the rolling principle, maximal capacity of a rolling mill is adopted in the deforming process to guarantee the pass reduction rate, so that the deformation can infiltrate into the center of a steel plate; and the last pass is performed when the lower limit of the deformation temperature range is met, and the reduction rate and the deformation temperature are effectively combined, so that the reduction rate is more than or equal to 20 percent.
Description
technical field [0001] The invention relates to a method for producing a thick gauge flaw-proof steel plate with a low compression ratio, and belongs to the technical field of metallurgy. Background technique [0002] In recent years, with the rapid development of heavy machinery and wind power industry, the consumption of steel plates with a thickness of 80-120 mm has increased month by month. At present, many domestic iron and steel enterprises use continuous casting machines for billet rolling in the production of steel plates. The thickness of the cast billet is generally less than 250mm. In order to ensure the internal quality of the steel plate, the compression ratio of the rolling process is required to be ≥ 4, resulting in the failure to accept orders for steel plates of 80-120mm. Because in the production of 80-120mm thick steel plates, especially when producing steel plates with flaw detection requirements, if a lower compression ratio is used under the current pro...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More