

Low-compression-ratio method for producing heavy-gauge flaw-detection-maintaining steel plate
A technology with low compression ratio and thick specifications, which is applied in the field of metallurgy, can solve problems such as the inability to press the core of the billet, the inability to receive orders for the steel plate, and low production efficiency, so as to achieve the effect of improving the production guarantee capacity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
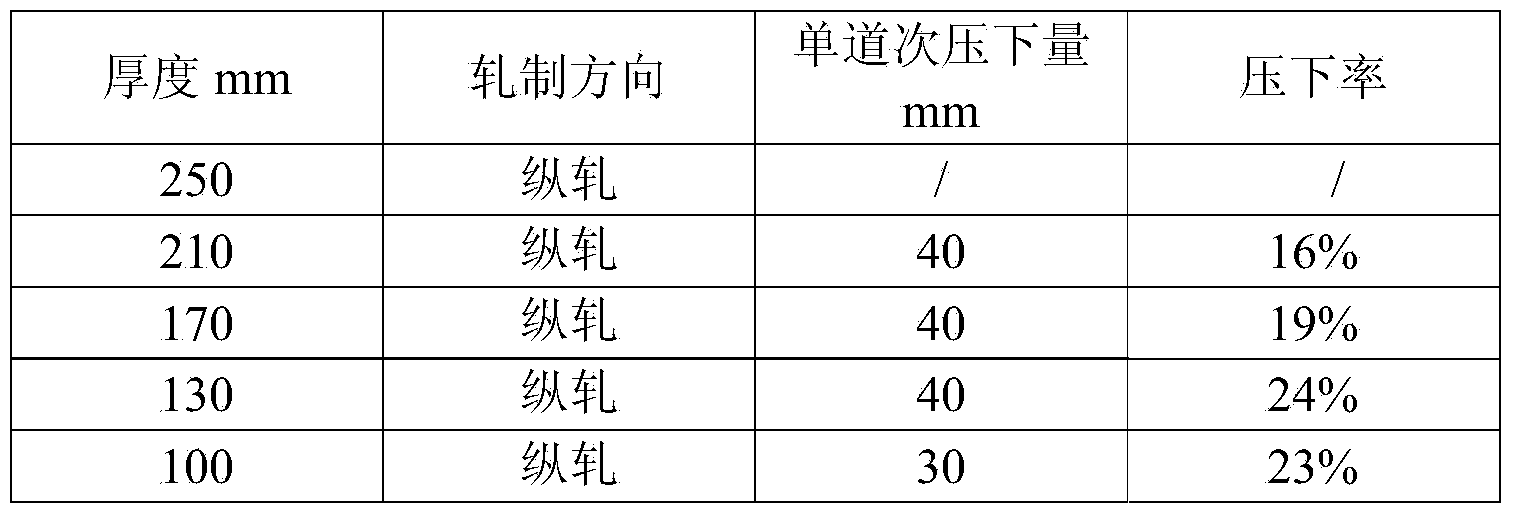
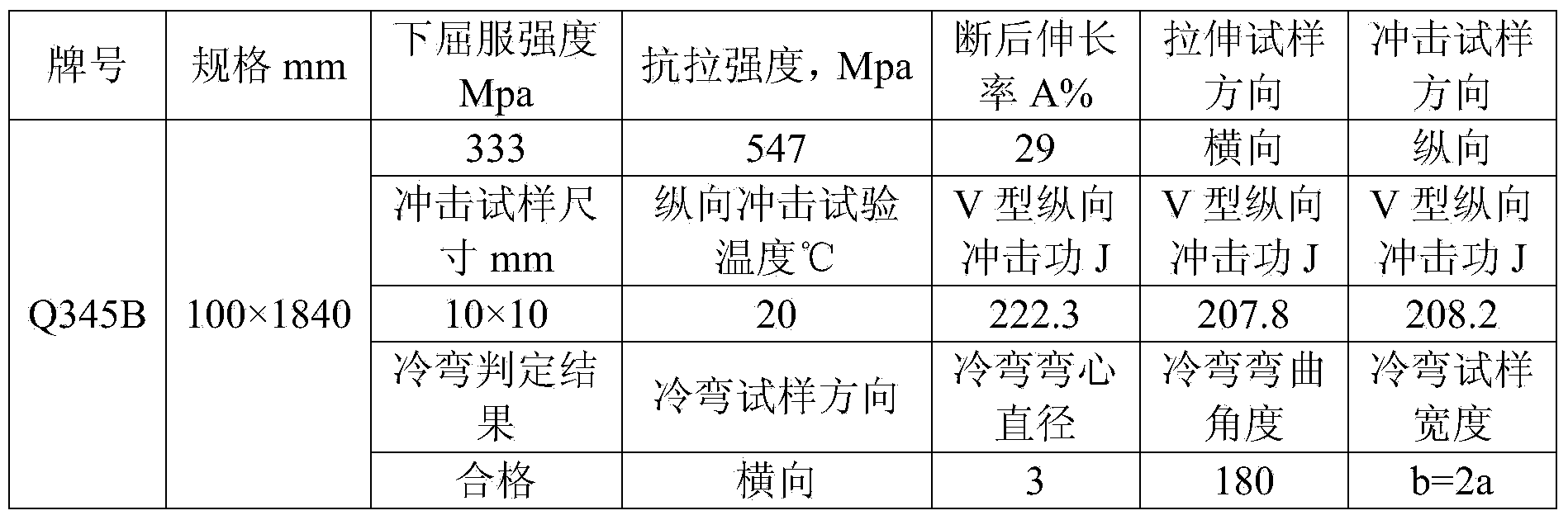
[0021] This embodiment is a specific implementation production process of 100mm Q345B with a compression ratio of 2.5. The selected process is suitable for the production of 100mmQ345B steel plate on the 4300 wide and heavy plate rolling mill. The thickness of the cast slab is 250mm, and the thickness of the finished plate is 100mm.
[0022] (1) Steelmaking: A 210-ton converter is used for the steelmaking furnace, with a tapping capacity of 215.82 tons, a carbon weight percentage of 0.068% during tapping, and a tapping temperature of 1644°C;
[0023] (2) LF treatment cycle is 56min, heating time is 24min, reaching temperature is 1566℃, leaving temperature is 1612℃, ∑(FeO+MnO) mass percentage content is 1.2%;
[0024] (3) RH vacuum treatment time is 20min, and the vacuum time is 12min below 200Pa;
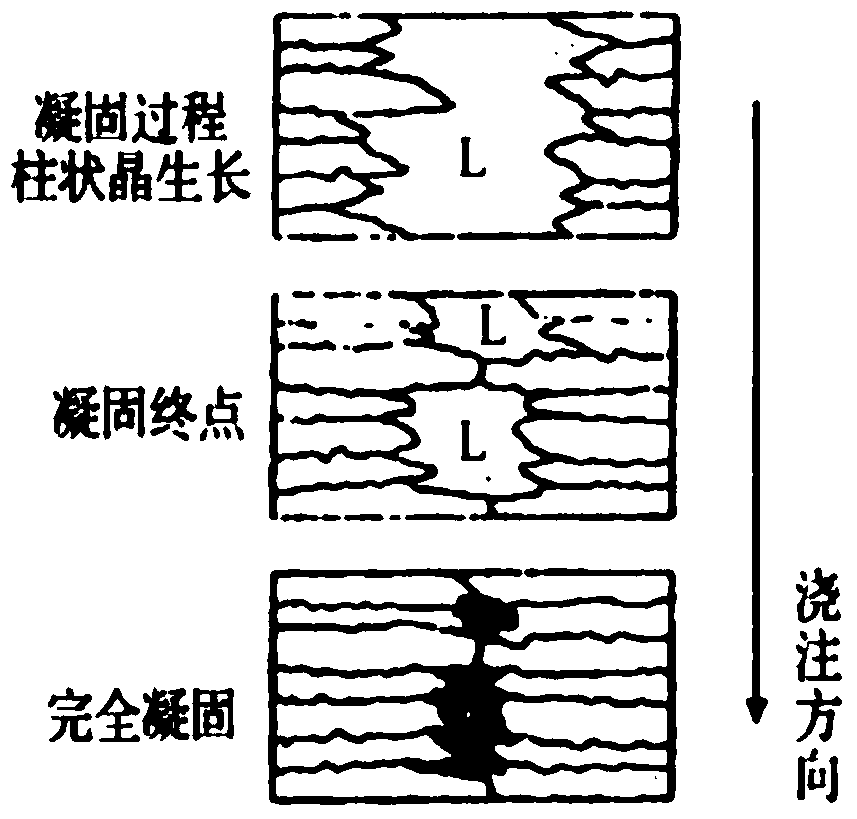
[0025] (4) Pouring section: 250×2000mm, using dynamic soft reduction technology, the reduction section consists of 3 sections, each section has a reduction of 2.5mm, a total reduction of 7...
Embodiment 2
[0043] This embodiment is a specific implementation production process of 120mm Q345D-Z25 with a compression ratio of 2.08. The selected process is suitable for the production of 120mm Q345D-Z25 steel plate on the 4300 wide and heavy plate rolling mill. The thickness of the cast slab is 250mm, and the thickness of the finished plate is 120mm.
[0044] (1) Steelmaking: A 210-ton converter is used for the steelmaking furnace, with a tapping capacity of 217.77 tons, a carbon weight percentage of 0.062% during tapping, and a tapping temperature of 1652°C;
[0045] (2) LF treatment cycle is 58min, heating time is 22min, reaching temperature is 1569℃, leaving temperature is 1609℃, mass percentage of ∑(FeO+MnO) is 1.3%;
[0046] (3) RH vacuum treatment time is 22min, and the vacuum time is 15min below 200Pa;
[0047] (4) Pouring section: 250×2000mm, using dynamic soft reduction technology, the reduction section consists of 3 sections, each section has a reduction of 2.5mm, a total reduction...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More