Method for predicting changes of rolling pressure with change of rolling speed in cold rolling process
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A technology of rolling speed and rolling pressure, which is applied in the field of forecasting of rolling speed changes, to ensure surface quality and shape accuracy, avoid fluctuations out of tolerance, and improve brand competitiveness
Active Publication Date: 2017-02-15
唐山市榕泽钢材加工有限公司
View PDF9 Cites 15 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
However, most of the above studies are based on single-factor analysis, and fail to integrate the cross-effects between rolling process parameters and lubrication process parameters, and establish relevant mathematical models to carry out multi-dimensional research.
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
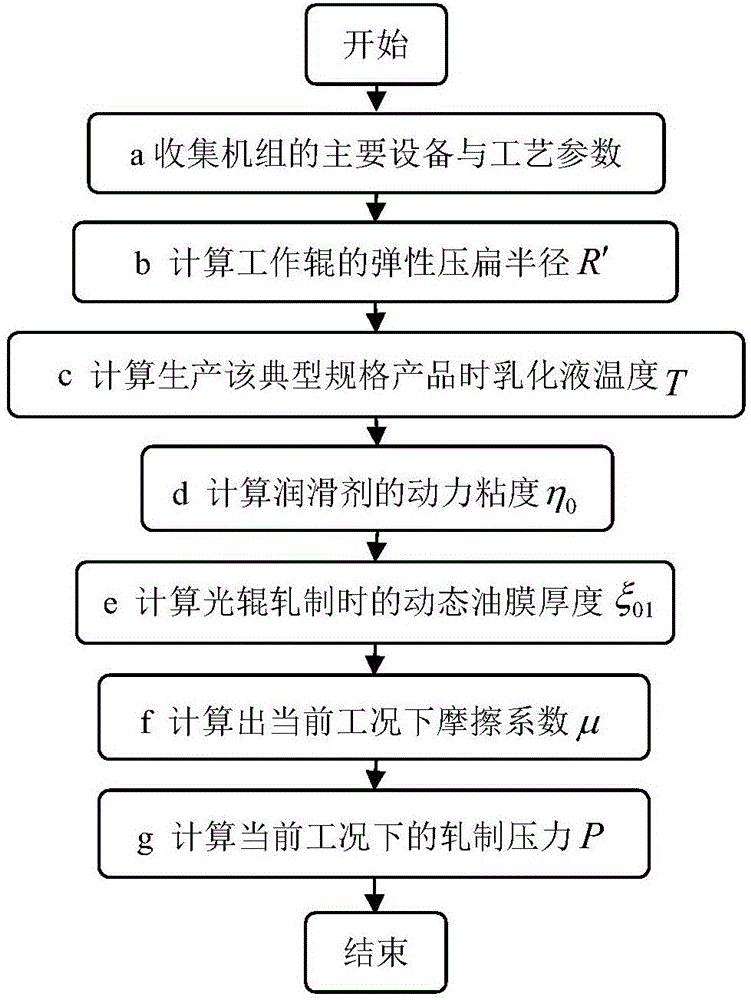
[0027] A method suitable for forecasting the change of rolling pressure with rolling speed in the cold rolling process, the calculation steps are as follows figure 1 Shown:
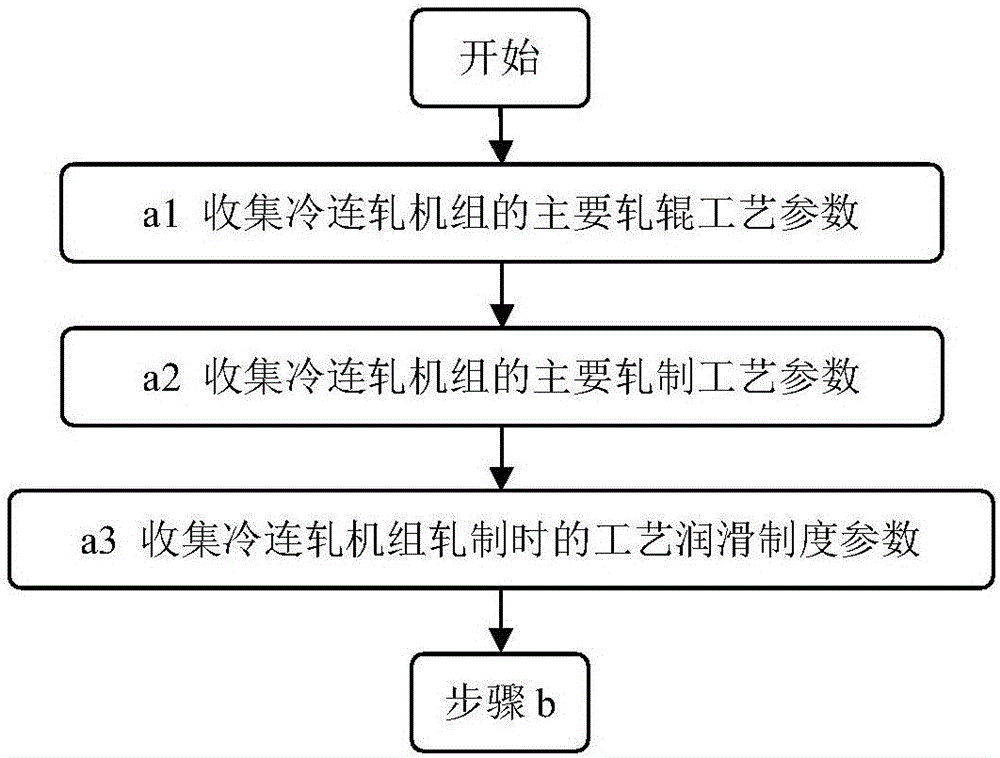
[0028] First, in step a, the main equipment and process parameters of the cold tandem mill are collected, such as figure 2As shown, it mainly includes the following steps:
[0029] In step a1, the process parameters of the rolls are collected, the work rollradius R=203.43mm, the surface roughness Ra r = 0.53μm, Young's modulus E of the work roll = 206GPa, Poisson's ratio ν of the work roll = 0.3;
[0030] Subsequently, in step a2, the rolling process parameters are collected, the average deformation resistance K of the strip m =502MPa, strip width B=812mm, incoming material thickness h 0 =2.01mm, reduction rate ε i ={44.3,44.2,38.1,32.5,19.3}%, rolling speed data V j ={149.6,292.3,328.3,449.2,585.5,601.2,796.7,833.5,939.2,1087.1,1143.5}m / min, tension value σ i = {60.2, 129.8, 146.4, 156.4, 164.6,...
Embodiment 2
[0047] First, in step a, the main equipment and process parameters of the cold tandem rolling mill are collected, which mainly includes the following steps:
[0048] In step a1, the roll process parameters are collected, the work roll radius R=204.29mm, the surface roughness Ra r = 0.52μm, Young's modulus E of the work roll = 206GPa, Poisson's ratio ν of the work roll = 0.3;
[0049] Subsequently, in step a2, the main rolling process parameters are collected, the average deformation resistance K of the strip m =502MPa, strip width B=1020mm, incoming material thickness h 0 =2.23mm, reduction rate ε i ={44.5,44.4,38.3,32.8,20.3}%, rolling speed data V j ={146.2,286.7,322.3,444.3,583.2,600.2,792.8,832.2,932.6,1086.2,1142.7}m / min, tension value σ i = {57.8, 129.0, 145.5, 155.5, 163.8, 62.8} MPa;
[0050] Subsequently, in step a3, collect process lubricationsystem parameters, emulsion flow rate w i ={1023,1362,1140,1067,1266}L / min, emulsion concentration C=4.2%, initial emul...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
area
aaaaa
aaaaa
area
aaaaa
aaaaa
Login to View More
Abstract
The invention discloses a method for predicting the changes of a rolling pressure with the changes of a rolling speed in a cold rolling process. The method comprises the following computer executed steps: (1) collecting main equipment and technological parameters of a cold continuous rolling unit; (2) calculating an elastic flattening radius of a working roller; (3) calculating the temperature of emulsion in the rolling process for producing products of the typical specification under the current working condition; (4) calculating power viscosity of a lubricant; (5) calculating dynamic oil film thickness in rolling of a smooth roller; (6) calculating the friction coefficient in the rolling process under the current working condition; and (7) calculating the rolling pressure under the current working condition. The method disclosed by the invention can realize on-line prediction of changes of the rolling pressure in a speed increasing and reducing process and can be used for monitoring the change condition of the rolling pressure in the speed increasing and reducing process in real time so as to provide a control strategy in time, so the rolling pressure fluctuation degree is greatly alleviated, on-site workers can be provided with an on-line rapid early warning mechanism, and the surface quality and strip shape accuracy of strip steel are guaranteed.
Description
technical field [0001] The invention belongs to the technical field of cold rolling, in particular to a method for forecasting changes in rolling speed. Background technique [0002] In recent years, with the development of the modern sheet metalprocessing industry towards high automation and the increasingly wide use of cold-rolled strips, users have put forward higher and higher requirements for the shape and thickness accuracy of cold-rolled strips. At the same time, as an important rolling process parameter in the cold tandem rolling process, the rolling pressure is closely related to the size and shape of the roll gap, and its fluctuation directly affects the shape and thickness accuracy of the finished strip. One of the core process parameters that must be precisely controlled. In the continuous cold rolling production process, the fluctuation of the rolling speed is the main reason for the fluctuation of the rolling pressure when the process lubricationsystem and t...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More