

Grade 240MPa bake hardening steel and manufacture method for same
A technology of bake hardening and manufacturing method, which is applied in the field of cold rolling and hot galvanizing in metal material processing, can solve problems such as temperature sensitivity, and achieve the effect of reducing temperature sensitivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0041] A 240MPa grade bake hardening steel, the chemical composition and mass percentage of the steel are: C: 0.0021%; Si: 0.010%; Mn: 0.44%; P: 0.053%; S: 0.004%; Alt: 0.036 %; Nb: 0.009%; B: 0.0004%; N: 0.0017%, and the rest are Fe and unavoidable impurities. Wherein the addition amount of the Nb component and the ratio of the content of the C component satisfy Ceff=C-Nb / 7.75=9ppm.
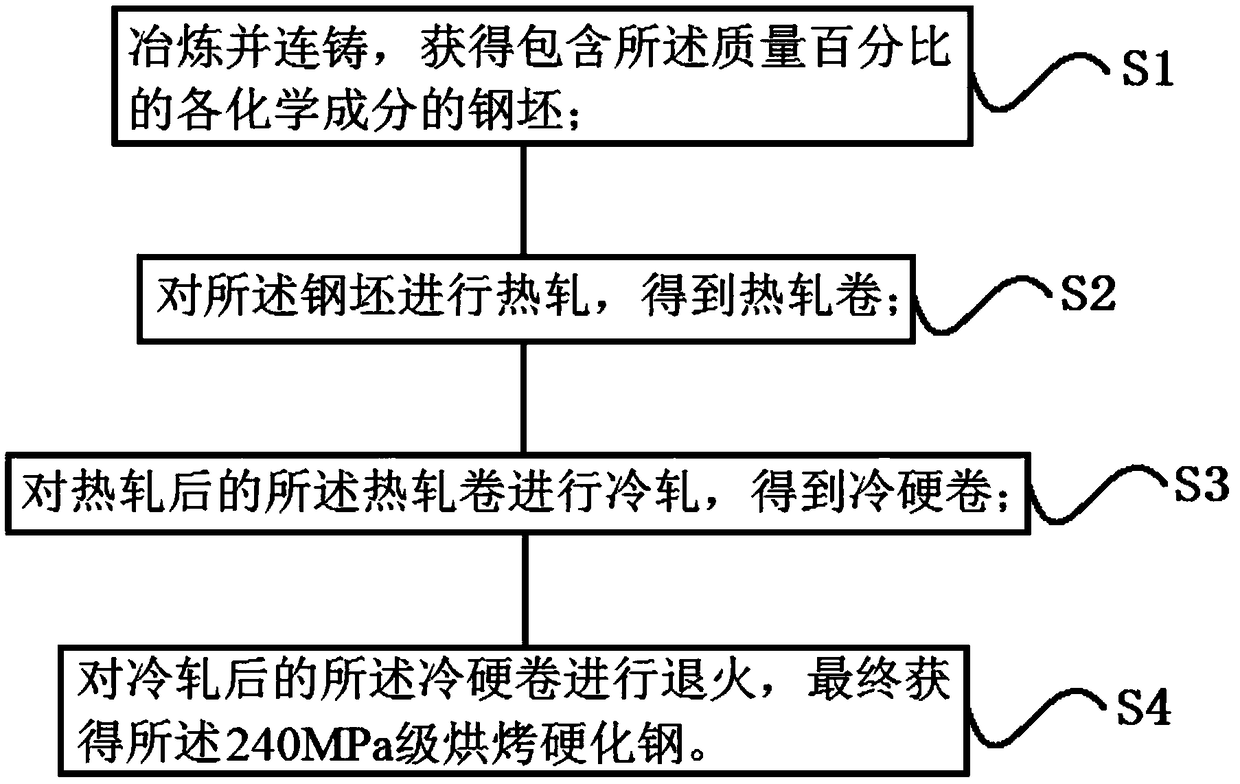
[0042] Embodiments of the present invention also provide a corresponding method for manufacturing the above-mentioned 240MPa grade bake-hardening steel, such as figure 1 shown, including the following steps:
[0043] Step 1: smelting and continuous casting to obtain steel slabs containing the above-mentioned chemical components in the mass percentages.
[0044] Step 2: hot-rolling the billet to obtain hot-rolled coils;
[0045] Specifically: heating the billet from room temperature, the heating temperature is 1270°C; hot-rolled plate is obtained through rough rolling and finish rolling, and ...
Embodiment 2
[0062] A 240MPa grade bake-hardening steel, the chemical composition and mass percentage of the steel are: C: 0.0023%; Si: 0.010%; Mn: 0.48%; P: 0.057%; S: 0.006%; Alt: 0.039 %; Nb: 0.010%; B: 0.0005%; N: 0.0014%, the rest is Fe and unavoidable impurities. Wherein the addition amount of the Nb component and the proportion of the content of the C component satisfy Ceff=C-Nb / 7.75=10ppm.
[0063] The hot rolling process of this steel grade controls the heating temperature to 1260°C; the final rolling temperature is 935°C; the coiling temperature is 610°C; the cold rolling process controls the cold rolling reduction rate to 80%. In the preheating section of the continuous annealing process, the steel strip enters the furnace from room temperature and the medium changes from H 2 and N 2 In the reducing atmosphere formed, it is continuously heated to 200°C for 27 seconds; the heating section further heats the steel strip to 760°C for 159 seconds, and keeps it for 56 seconds; the s...
Embodiment 3
[0071] A 240MPa grade bake-hardening steel, the chemical composition and mass percentage of the steel are: C: 0.0025%; Si: 0.0045%; Mn: 0.48%; P: 0.052%; S: 0.004%; Alt: 0.041 %; Nb: 0.010%; B: 0.0005%; N: 0.0019%, the rest is Fe and unavoidable impurities. Wherein the addition amount of the Nb component and the proportion of the content of the C component satisfy Ceff=C-Nb / 7.75=12ppm.
[0072] The hot rolling process of this steel grade controls the heating temperature to 1250°C; the final rolling temperature is 927°C; the coiling temperature is 600°C; the cold rolling process controls the cold rolling reduction rate to 81%. The flat elongation rate is 1.4%, and the remaining processes and corresponding parameters are the same as in Example 1.
[0073] The performance of the 240MPa bake-hardening steel obtained after the above-mentioned process was tested. The performance results are shown in Table 5. The elongation Ae at yield point after being stored for 6 months at differ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More