

A Coordinated Blast Furnace Hot Blast Stove Gas Pipe Network Replacement Method
A technology of gas pipe network and hot blast stove, which is applied to blast furnaces, blast furnace details, blast furnace parts, etc., can solve problems such as uncertain blast furnace conditions, unprospected furnace replacement operations, manpower management costs and untimely communication, etc., to reduce The effect of pressure fluctuations
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0018] The present invention will be described in detail below in conjunction with the accompanying drawings and embodiments.
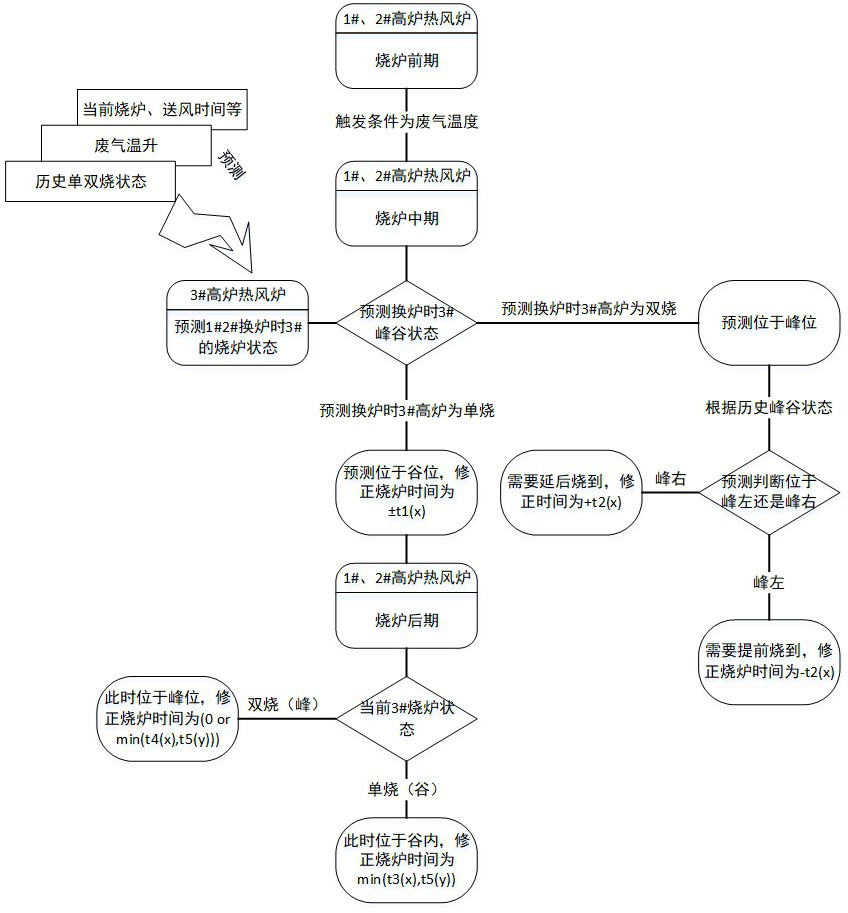
[0019] Taking a blast furnace hot blast stove site as an example, 3# is a 3200m³ blast furnace hot blast stove with two firings and two delivery, 1# and 2# are 1880m³ blast furnace hot blast stove with one firing, one braising and one delivery, and the comparison of the firing time of the 3# blast furnace hot blast stove The fixed time is about 90 minutes, the furnace replacement time (single firing time) is about 30 minutes, and the air supply time is about 120 minutes. 1# and 2# blast furnace hot blast stoves are fired according to the exhaust gas temperature, and the exhaust gas is burned to between 375°C and 395°C. For intermittent furnace replacement, the basic firing time is between 55 minutes and 65 minutes. Due to the firing mode of one firing, one stewing and one delivery, the furnace replacement time (double firing time) is between 1 minute a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More