

A connection structure and brazing method for welding titanium and copper by using multi-intermediate brazing filler metal
A technology for connecting structures and intermediate layers, which is applied in welding/welding/cutting items, welding equipment, manufacturing tools, etc., and can solve problems such as high cost and complicated process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
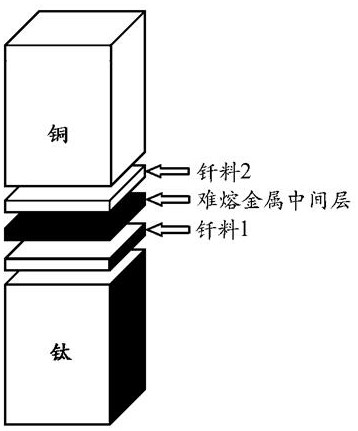
[0041] Example 1: see figure 1 , a connection structure for welding titanium and copper using multi-intermediate brazing filler metal, including titanium base material and copper base material, a multi-intermediate layer structure is arranged between the surfaces to be welded between the titanium base material and the copper base material, and the multi-intermediate layer structure Including solder 1 and solder 2, a refractory metal intermediate layer is arranged between the solder 1 and the solder 2, and the refractory metal interlayer does not melt within the brazing temperature range; the solder 1 is located between the titanium base material and the titanium base material. Between the refractory metal intermediate layers, and melting at the brazing temperature to achieve diffusion brazing connection; the brazing filler metal 2 is located between the refractory metal intermediate layer and the copper base material, and melted at the brazing temperature to achieve active braz...
specific Embodiment approach
[0053] The specific implementation is as follows, the copper base material is T2 pure copper square bar, the size is 20 × 20 × 35 mm 3 ; Titanium base material is TA2 industrial pure titanium square bar, its size is 20 × 20 × 35 mm 3 .
[0054] Solder 1 is amorphous Ti-26Zr-26Ni with a melting point of 850°C and a thickness of 30 microns; solder 2 is Ag-36.5Cu-1.5Ti active solder with a melting point of 830°C and a thickness of 100 microns; refractory The metal intermediate layer is made of molybdenum, and the molybdenum intermediate layer is pure molybdenum foil with a thickness of 30 microns.
[0055] In the embodiment 1, a brazing method for welding titanium and copper using multi-intermediate brazing filler metal, comprising the following steps:
[0056] Step 1: Pretreatment of the titanium base metal and copper base metal to be welded
[0057] Wire cutting was used to cut samples with a length of 35 mm from TA2 industrial pure titanium square bars and T2 pure copper sq...
Embodiment 2
[0070] Example 2: The difference from Example 1 is that the size of the copper base material is 20×20×35 mm 3 The T2 pure copper square bar; the titanium base material adopts the size of 20 × 20 × 35 mm 3 TA2 industrial pure titanium square bar; solder 1 uses amorphous Zr-24Ti-16Ni-10Cu with a melting point of 790°C and a thickness of 30 microns; solder 2 uses Ag-28Cu with a melting point of 800°C and a thickness of 100 microns -2Ti active brazing filler metal; while the refractory metal interlayer adopts a niobium interlayer with a thickness of 30 microns, and the niobium interlayer is a pure niobium foil.
[0071] In the embodiment 2, a brazing method for welding titanium and copper using multi-intermediate brazing filler metal, comprising the following steps:
[0072] Step 1: Pretreatment of the titanium base metal and copper base metal to be welded
[0073] Wire cutting was used to cut samples with a length of 35 mm from TA2 industrial pure titanium square bars and T2 p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More