Workpiece holding device
A technology for holding devices and workpieces, applied in the direction of work accessories, manufacturing tools, stone processing tools, etc., can solve the problems of enlarged diameter, deterioration of perforation accuracy, and increase of slack.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
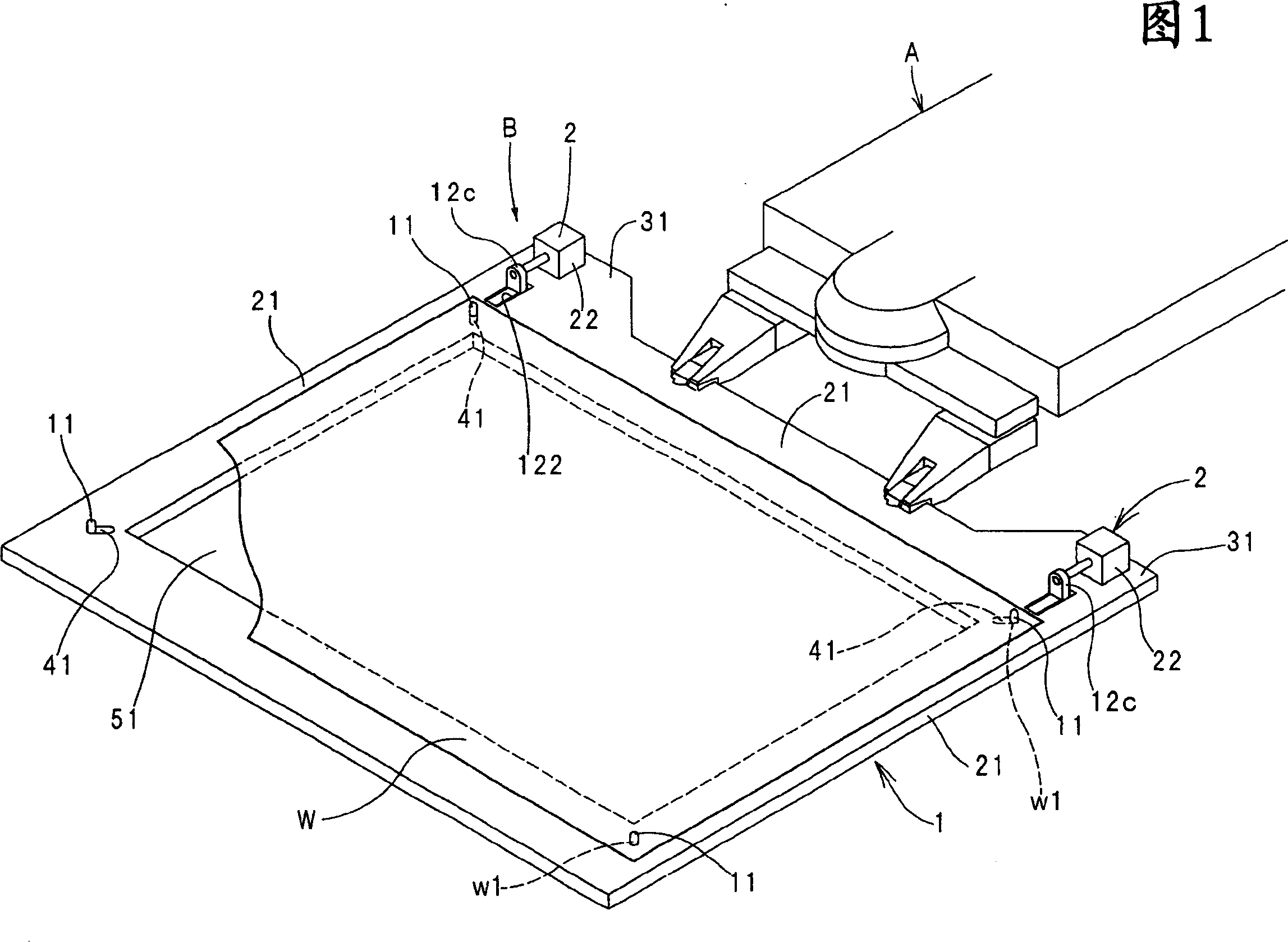
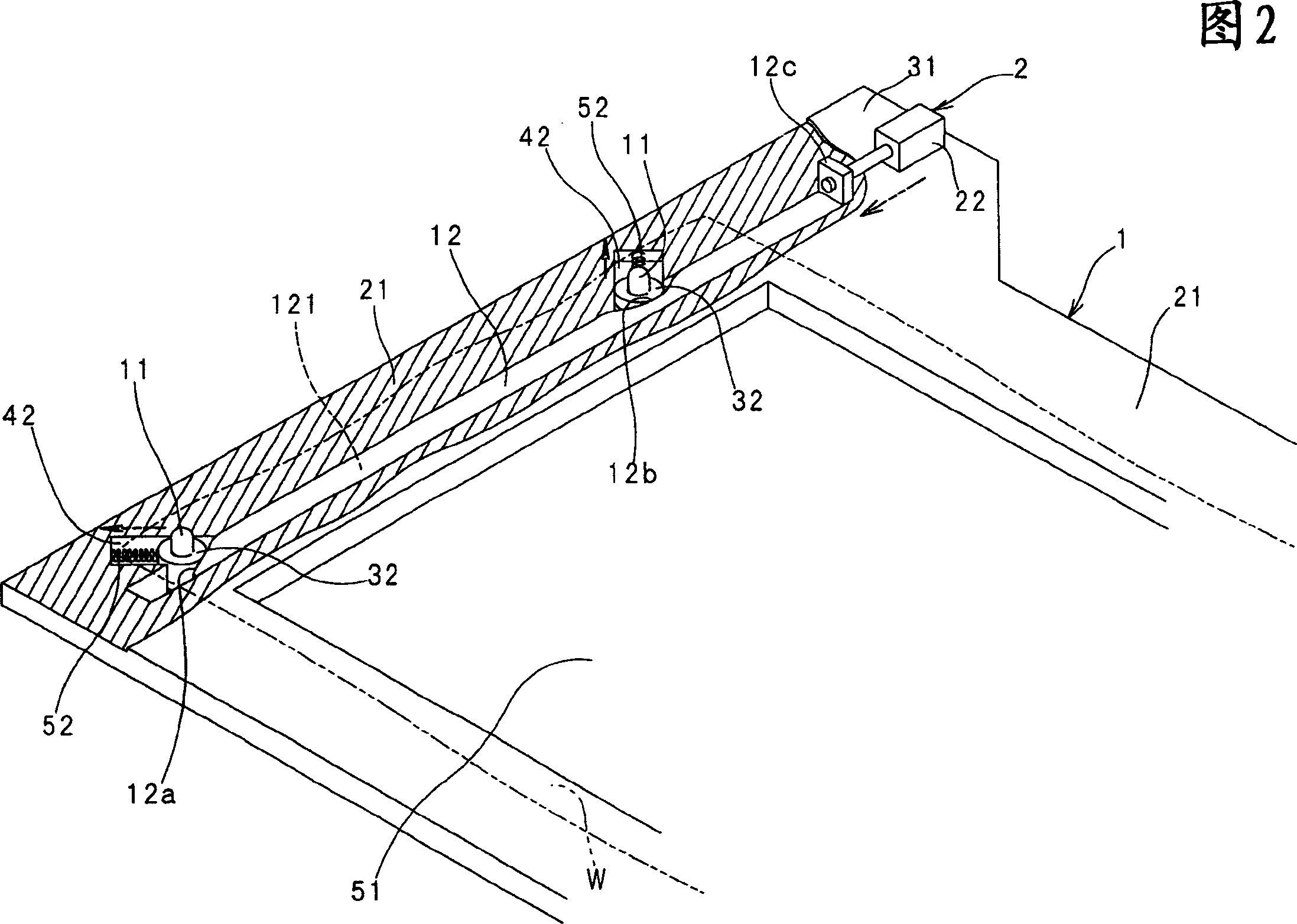
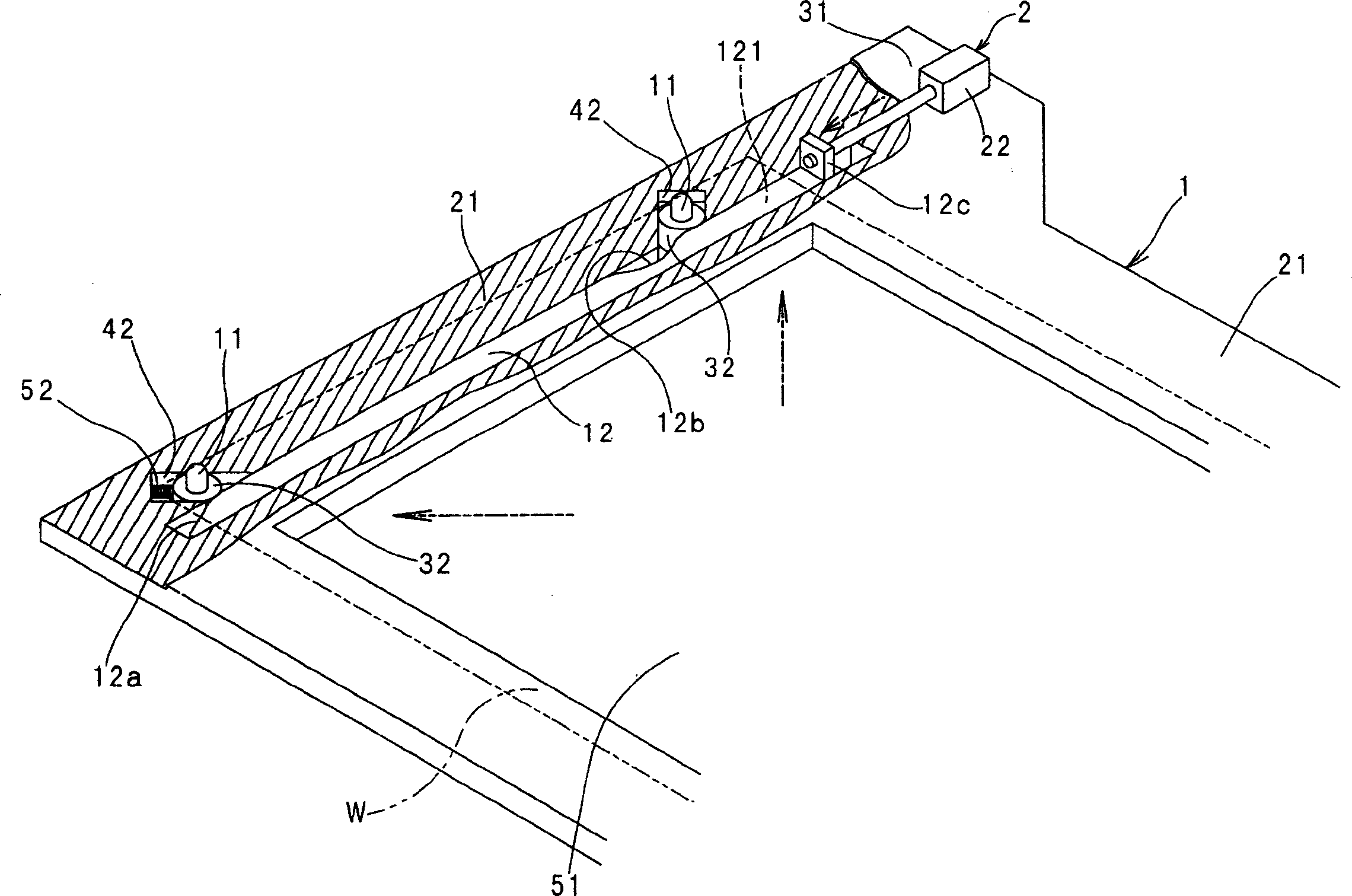
[0080] Embodiments of the workpiece holding device according to the invention will be described below. Figure 1~ Figure 5 The first embodiment is shown, and Fig. 6 to Fig. 11 show the second embodiment, Figure 12 ~ Fig. 15 shows the third embodiment, Fig. 16 shows the fourth embodiment, Fig. 17 ~ Fig. 21 shows the fifth embodiment, Figure 22 ~ Fig. 25 shows the sixth embodiment, Fig. 26 and Fig. 27 show the seventh embodiment, Fig. 28 and Fig. 29 show the eighth embodiment, Figure 30 ~ Figure 34 Showing the ninth embodiment, Figure 35 and Figure 36 A tenth embodiment is shown.
[0081] First, the first embodiment will be described. Symbol 1 is a workpiece support, and symbol B is a tension applying mechanism provided on the workpiece support 1 .
[0082] This tension applying mechanism B includes positioning pins 11 provided at positions corresponding to the four corners of the workpiece W so as to be movable in the diagonal direction of the workpiece W in the work...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



