

Techniques for reducing wall thinning during a hydroforming operation
a technology of hydroforming operation and wall thinning, which is applied in the field of hydroforming tubular objects, can solve the problems of substantially even final hydroforming product wall thickness, all thinning, etc., and achieve the effect of reducing the phenomenon of wall thinning
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
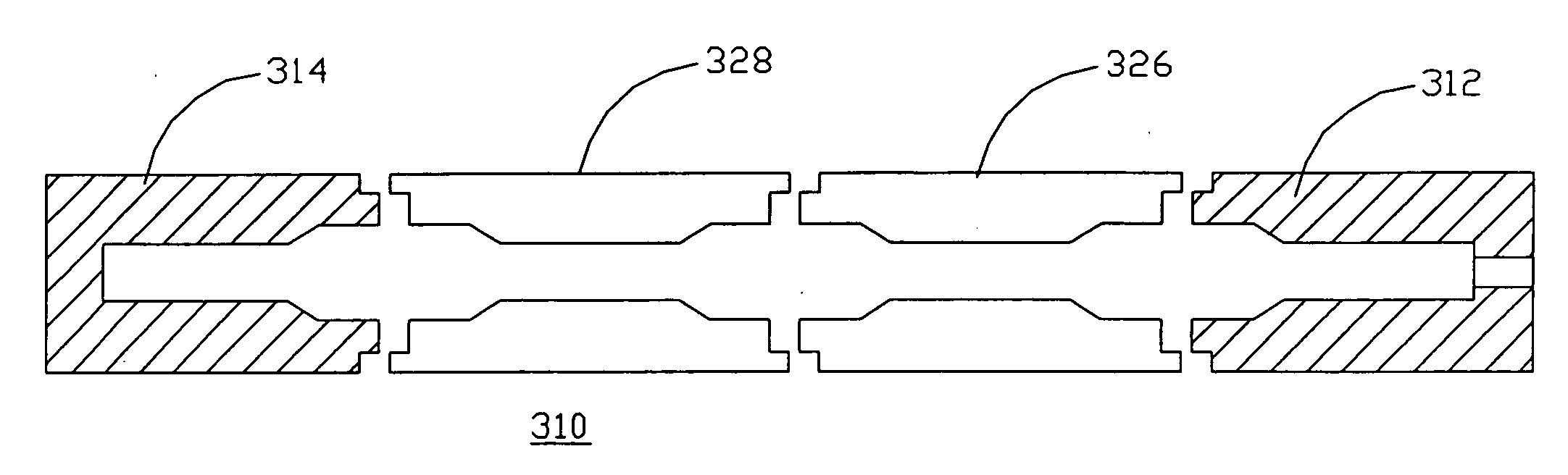
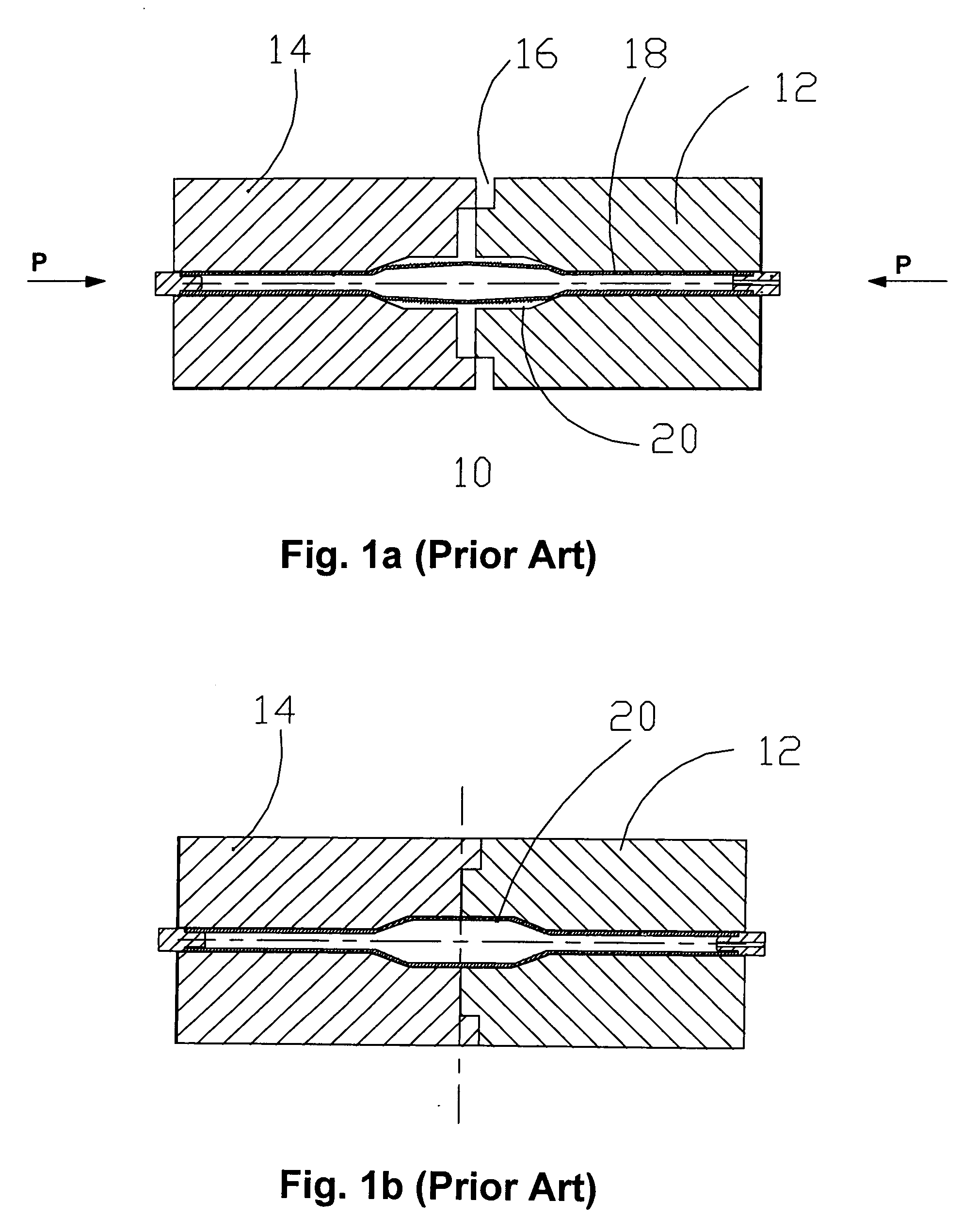
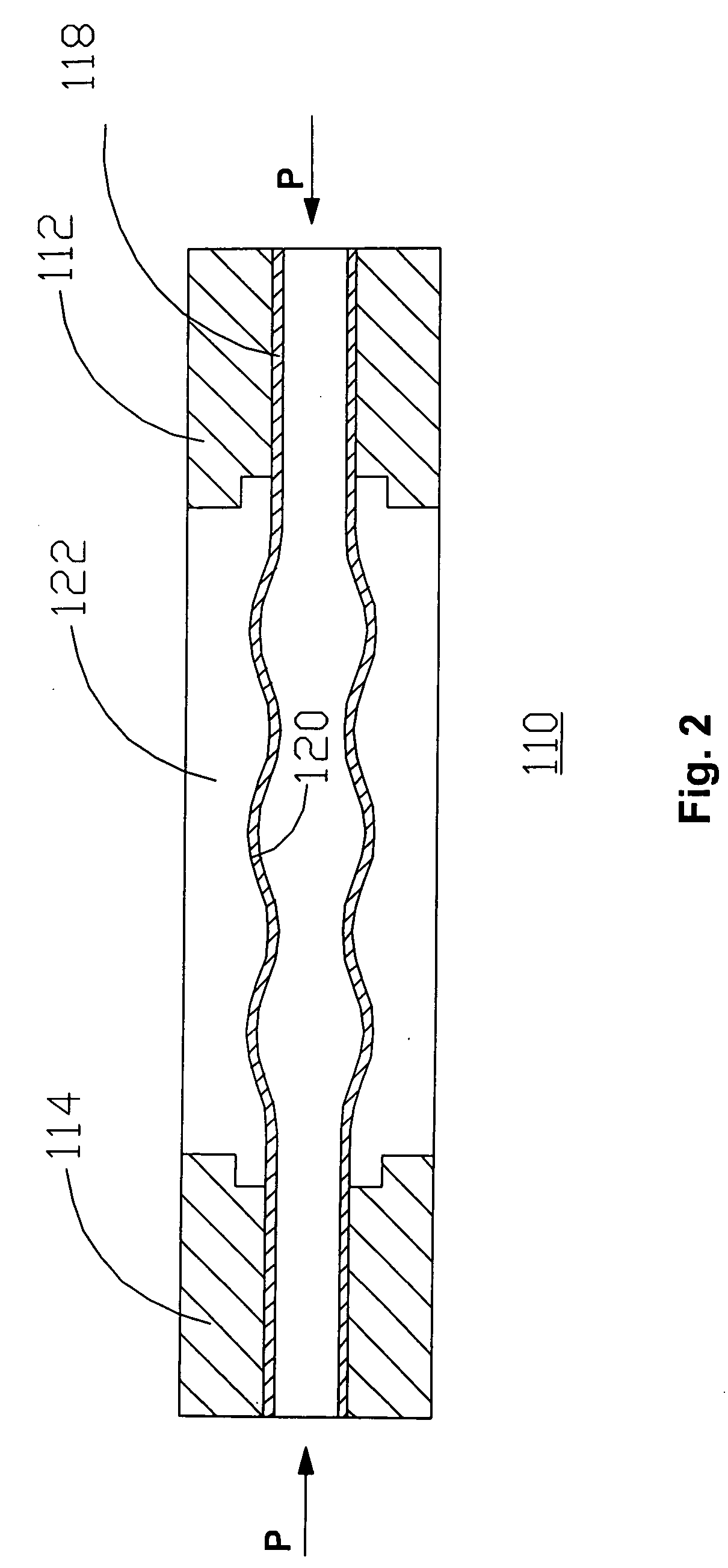
[0018]FIG. 1 shows a hydroforming die set 10 which is composed of two sections, 12 and 14. As in the prior art, the die 10 is intended to separate at 16 for work removal etc.
[0019] A tube 18 is inserted into die 10 to be hydroformed in recess 20. A small gap 16 is left between die sets 12 and 14. In the usual hydroforming operation tube 18 is enlarged in chamber 20 merely by applying hydraulic pressure to the inside of tube 18. In this instance a compressive pressure P is also applied to the ends of tube 18. This puts the tube 18 in a suitable confinement for expansion when a suitable hydraulic force is applied to the interior of tube 18. Gradually the gap shown at 16 is reduced to zero as the tube expansion progresses and the compressive force P is continuously applied to the ends of tube 18.
[0020] Because of the previously applied force P, the tube 18 may now be formed into a predetermined shape without substantial wall thinning as would be present in the absence of the pressure...
PUM
| Property | Measurement | Unit |
|---|---|---|
| compressive force | aaaaa | aaaaa |
| yield point | aaaaa | aaaaa |
| shape | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More